
1. Введение: Почему истончение пластин имеет значение
В современном полупроводниковом производстве переход от фронтальной обработки к фронтальной упаковке начинается с двух важнейших этапов: обратная шлифовка (утончение пластин) и полировка.
После того, как пластины завершают процесс изготовления и электрического тестирования, они должны подвергнуться контролируемому утончению, чтобы соответствовать все более жестким требованиям:
- Передовая упаковка
- Терморегуляция
- Миниатюризация устройств
- Высокочастотные характеристики
Толщина подложки больше не является просто конструктивным параметром - она напрямую влияет на производительность, выход, надежность и экономическую эффективность микросхем.
2. Основные цели шлифовки и полировки подложек
2.1 Улучшенные тепловые характеристики
Более тонкие пластины улучшают отвод тепла за счет уменьшения теплового пути. Это особенно важно для:
- Силовые устройства (Si, SiC)
- ИС высокой плотности
- Радиочастотные приложения
Эффективный отвод тепла предотвращает перегрев и продлевает срок службы устройства.
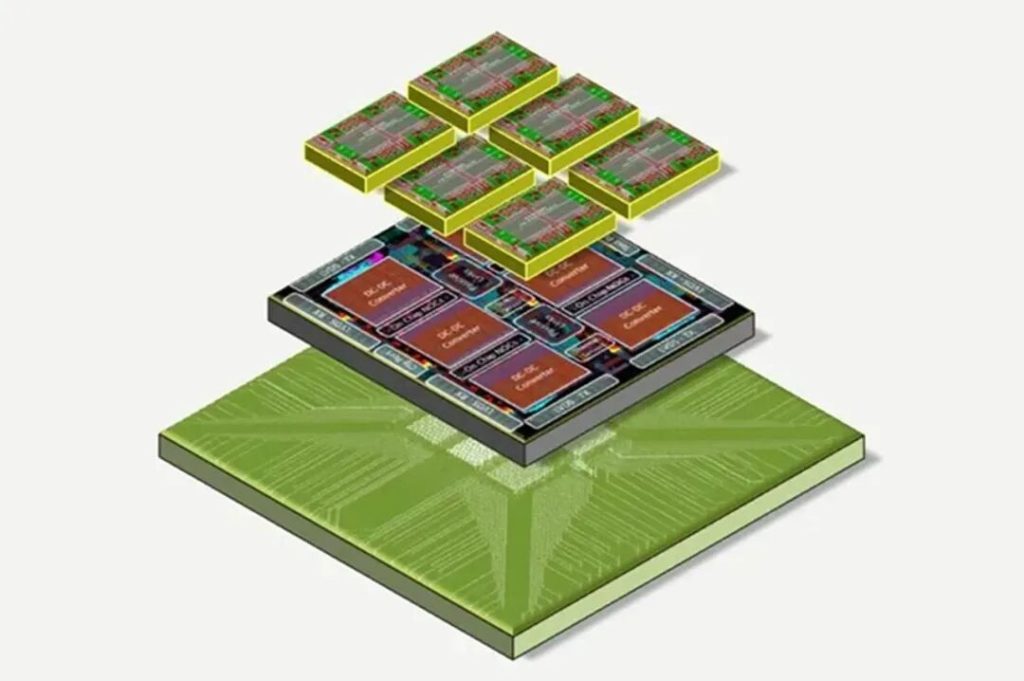
2.2 Совместимость с усовершенствованной упаковкой
Современные упаковочные технологии, такие как:
- 3D-стекинг (стекинг)
- Система в упаковке (SiP)
- Флип-чип
-Требуются сверхтонкие пластины (часто менее 100 мкм).
Позволяет прореживать:
- Меньшие форм-факторы
- Уменьшенный вес упаковки
- Более высокая плотность интеграции
2.3 Улучшенная механическая гибкость
Более тонкие пластины отличаются повышенной гибкостью, что позволяет использовать их в различных областях:
- Носимая электроника
- Гибкие устройства
- Усовершенствованные датчики
2.4 Оптимизация электрических характеристик
Утонение подложки уменьшает паразитную емкость, что очень важно для:
- Высокочастотные цепи
- Радиочастотные и микроволновые устройства
Это приводит к улучшению целостности сигнала и повышению эффективности устройства.
2.5 Повышение урожайности
Полировка удаляет:
- Дефекты поверхности
- Слои с остаточным напряжением
- Микротрещины от шлифования
Это значительно повышает выход готовой микросхемы и надежность.
3. Стандартный технологический процесс утонения подложек
Типичный процесс шлифовки и полировки состоит из четырех основных этапов:
Шаг 1: Временное скрепление
- Подложка крепится к носителю с помощью:
- Клейкая лента (ламинирование ленты)
- Приклеивание воска к стеклянным/керамическим подложкам
Это защищает переднюю часть во время прореживания.
Шаг 2: Обратное шлифование (удаление материала)
- Для удаления сыпучих материалов используются механические или химические методы.
- Это первичный этап уменьшения толщины.
Шаг 3: Полировка
- Удаляет:
- Следы шлифовки
- Подземные повреждения
- Остаточное напряжение
Обеспечивает гладкую, без дефектов поверхность.
Шаг 4: Дебондинг
- Подложка отделяется от носителя через проход:
- УФ-облучение
- Химическое растворение
4. Четыре основные технологии истончения подложек
4.1 Механическое измельчение
Принцип:
Снятие материала с помощью алмазных шлифовальных кругов.
Преимущества:
- Высокая эффективность
- Подходит для удаления сыпучих материалов
Ограничения:
- Поверхностный слой повреждений
- Микротрещины
- Требуется последующая полировка
4.2 Притирка (механическая полировка)
Принцип:
Абразивные частицы скатываются и наносят микрошлифы на поверхность.
Характеристики:
- Создает матовые, однородные поверхности
- Менее агрессивная, чем шлифовка
Лучшее для:
- Контролируемое прореживание
- Промежуточная отделка
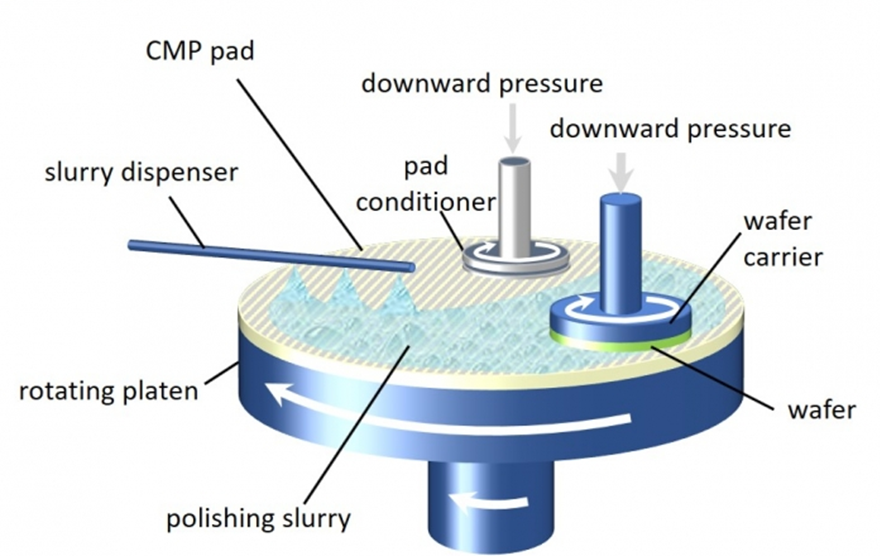
4.3 Химико-механическая полировка (ХМП)
Принцип:
Сочетает в себе:
- Химическая реакция (размягчение поверхности)
- Механическое удаление
Преимущества:
- उत्कृष्ट плоскостность поверхности
- Шероховатость нанометрового уровня
- Глобальная планаризация
Ограничения:
- Более высокая стоимость
- Управление сложными процессами
4.4 Мокрое и сухое травление
Мокрое травление
- Использует химические растворы
- Низкая стоимость, простая настройка
- Плохой контроль однородности
Сухое травление
- Использует реакции на основе плазмы
- Высокая точность (теоретически)
- Дорого и сложно
Заключение:
Травление редко используется в качестве основного метода утонения для высокоточных пластин.
5. Сравнительный анализ процессов
| Метод | Эффективность | Качество поверхности | Стоимость | Типичное использование |
|---|---|---|---|---|
| Шлифование | Высокий | Низкий | Средний | Удаление сыпучих материалов |
| Притирка | Средний | Средний | Средний | Промежуточный |
| CMP | Низкий | Очень высокий | Высокий | Окончательная полировка |
| Травление | Низкий | Низкий | Переменная | Особые случаи |
6. Основные проблемы, возникающие при утончении пластин
6.1 Равномерность толщины (контроль TTV)
Поддержание низкого Общая вариация толщины (TTV) имеет решающее значение для согласованности работы устройства.
6.2 Контроль дефектов поверхности
К числу распространенных проблем относятся:
- Царапины
- Микротрещины
- Загрязнение частицами
6.3 Управление стрессом
Механические и термические нагрузки могут стать причиной:
- Деформация
- Взлом
- Сбой устройства
7. Как улучшить качество утонения подложек
7.1 Оптимизация расходных материалов
- Подберите размер абразива в соответствии с твердостью материала
- Используйте многоступенчатое измельчение зерна
7.2 Тонкая настройка параметров оборудования
Ключевые параметры:
- Давление прижимной силы
- Скорость вращения
- Скорость подачи
7.3 Представьте этапы полировки
Послешлифовальная полировка:
- Удаляет слой повреждений
- Снижает стресс
- Улучшает шероховатость поверхности
8. Возможности оборудования и результаты процесса
Типичная для отрасли производительность:
- Размер пластины: до 6-дюймовый (совместим с образцами меньшего размера)
- Минимальный размер выборки: 1 см × 1 см
- Материалы поддерживаются:
- Кремний (Si)
- Арсенид галлия (GaAs)
- Фосфид индия (InP)
Точность процесса
- 4-дюймовая пластина TTV: ±3 мкм
- 6-дюймовая пластина TTV: ±5 мкм
Качество поверхности
- Шероховатость поверхности: Ra ≤ 0,5 нм (@1 мкм²)
Окончательная толщина
- Стандартные пластины: ~100 мкм
- Склеенные пластины: ~50 мкм
9. Отраслевой обзор: Баланс между толщиной и производительностью
По мере развития полупроводниковых устройств:
- Более высокая интеграция
- 3D-укладка
- Передовая упаковка
Утонение пластин становится стратегическим этапом технологического процесса, а не просто механической операцией.
Однако существует важный компромисс:
Более тонкие пластины обеспечивают более высокую степень интеграции, но чрезмерное утончение может ухудшить механическую стабильность и производительность устройства.
Поэтому выбор правильного метода прореживания и технологического окна имеет большое значение для:
- Контроль затрат
- Оптимизация урожайности
- Долгосрочная надежность
10. Заключение
Шлифовка и полировка задней поверхности пластин - основополагающие технологии, соединяющие фронтальное производство и передовую упаковку.
Хорошо оптимизированный процесс прореживания может:
- Улучшение тепловых и электрических характеристик
- Использование передовых архитектур упаковки
- Повышение урожайности и снижение затрат
По мере развития полупроводниковой технологии, точность, стабильность и интеграция процессов в области утончения пластин будет и дальше определять конкурентные преимущества.