
1. 1. Introducción: Por qué es importante el adelgazamiento de las obleas
En la fabricación moderna de semiconductores, la transición del procesamiento frontal al envasado final comienza con dos pasos críticos: rectificado posterior (adelgazamiento de la oblea) y pulido.
Una vez que las obleas han superado la fase de fabricación y las pruebas eléctricas, deben someterse a un adelgazamiento controlado para cumplir los requisitos cada vez más exigentes de:
- Envases avanzados
- Gestión térmica
- Miniaturización de dispositivos
- Rendimiento de alta frecuencia
El grosor de las obleas ya no es sólo un parámetro estructural, sino que influye directamente en el rendimiento, la fiabilidad y la rentabilidad de los chips.
2. Objetivos principales del esmerilado y pulido posterior de obleas
2.1 Rendimiento térmico mejorado
Las obleas más finas mejoran la disipación del calor al reducir el recorrido térmico. Esto es especialmente crítico en:
- Dispositivos de potencia (Si, SiC)
- CI de alta densidad
- Aplicaciones RF
La eliminación eficaz del calor evita el sobrecalentamiento y prolonga la vida útil del dispositivo.
2.2 Compatibilidad con envases avanzados
Las modernas tecnologías de envasado, como:
- Apilamiento 3D (Stacking)
- Sistema en paquete (SiP)
- Flip-chip
-requieren obleas ultrafinas (a menudo inferiores a 100 μm).
Permite el adelgazamiento:
- Factores de forma más pequeños
- Peso reducido del envase
- Mayor densidad de integración
2.3 Mayor flexibilidad mecánica
Las obleas más finas presentan una mayor flexibilidad, lo que permite aplicaciones en:
- Electrónica portátil
- Dispositivos flexibles
- Sensores avanzados
2.4 Optimización del rendimiento eléctrico
El adelgazamiento de las obleas reduce la capacitancia parásita, que es crítica en:
- Circuitos de alta frecuencia
- Dispositivos de RF y microondas
Esto mejora la integridad de la señal y la eficiencia del dispositivo.
2.5 Mejora del rendimiento
El pulido elimina:
- Defectos superficiales
- Capas de tensión residual
- Microfisuras por amolado
Esto mejora significativamente rendimiento y fiabilidad de la viruta final.
3. Flujo estándar del proceso de adelgazamiento de obleas
Un proceso típico de rectificado y pulido posterior consta de cuatro pasos clave:
Paso 1: Adhesión temporal
- La oblea se fija a un soporte mediante:
- Cinta adhesiva (laminación de cinta)
- Adhesión de cera a sustratos de vidrio/cerámica
Esto protege la parte delantera durante el adelgazamiento.
Paso 2: Rectificado posterior (eliminación de material)
- Se utilizan métodos mecánicos o químicos para eliminar el material a granel.
- Se trata de la primera etapa de reducción del espesor.
Paso 3: Pulido
- Elimina:
- Marcas de amolado
- Daños subterráneos
- Tensión residual
Garantiza una superficie lisa y sin defectos.
Etapa 4: Despegado
- La oblea se separa de la vía portadora:
- Exposición UV
- Disolución química
4. Las cuatro principales tecnologías de adelgazamiento de obleas
4.1 Rectificado mecánico
Principio:
Eliminación de material mediante muelas de diamante.
Ventajas:
- Alta eficacia
- Adecuado para la retirada a granel
Limitaciones:
- Capa de daños superficiales
- Microfisuras
- Requiere seguimiento de pulido
4.2 Lapeado (pulido mecánico)
Principio:
Las partículas abrasivas ruedan y micro-cortan la superficie.
Características:
- Produce superficies mates y uniformes
- Menos agresivo que la molienda
Lo mejor para:
- Raleo controlado
- Acabado intermedio
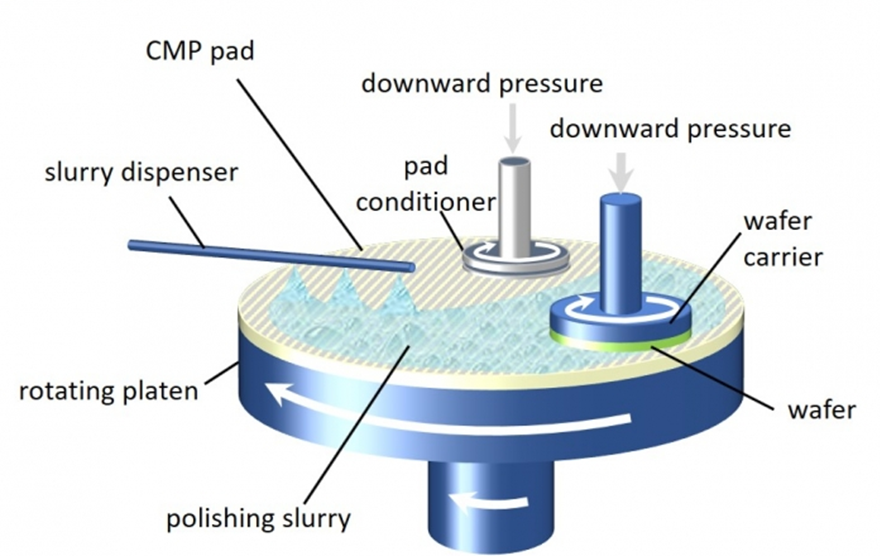
4.3 Pulido químico-mecánico (CMP)
Principio:
Combina:
- Reacción química (reblandecimiento de la superficie)
- Eliminación mecánica
Ventajas:
- उत्कृष्ट planitud de la superficie
- Rugosidad nanométrica
- Planarización global
Limitaciones:
- Mayor coste
- Control de procesos complejos
4.4 Grabado húmedo y seco
Aguafuerte húmedo
- Utiliza soluciones químicas
- Bajo coste, instalación sencilla
- Control deficiente de la uniformidad
Grabado en seco
- Utiliza reacciones basadas en plasma
- Alta precisión (en teoría)
- Caro y complejo
Conclusión:
El grabado se utiliza raramente como método de adelgazamiento primario para obleas de alta precisión.
5. Resumen comparativo de procesos
| Método | Eficacia | Calidad de la superficie | Coste | Uso típico |
|---|---|---|---|---|
| Rectificado | Alta | Bajo | Medio | Eliminación a granel |
| Lapeado | Medio | Medio | Medio | Intermedio |
| CMP | Bajo | Muy alta | Alta | Pulido final |
| Grabado | Bajo | Bajo | Variable | Casos especiales |
6. Principales retos en el adelgazamiento de obleas
6.1 Uniformidad de espesor (Control TTV)
Mantener bajos Variación del espesor total (VET) es fundamental para la coherencia del dispositivo.
6.2 Control de defectos superficiales
Los problemas más comunes son:
- Arañazos
- Microfisuras
- Contaminación por partículas
6.3 Gestión del estrés
Las tensiones mecánicas y térmicas pueden provocar:
- Alabeo
- Cracking
- Fallo del dispositivo
7. Cómo mejorar la calidad del adelgazamiento de las obleas
7.1 Optimizar los consumibles
- Adaptar el tamaño del abrasivo a la dureza del material
- Reducción de grano en varias etapas
7.2 Ajuste de los parámetros del equipo
Parámetros clave:
- Presión de descenso
- Velocidad de rotación
- Velocidad de avance
7.3 Introducir pasos de pulido
Pulido posterior:
- Elimina la capa de daños
- Reduce el estrés
- Mejora la rugosidad de la superficie
8. Capacidad del equipo y resultados del proceso
Rendimiento típico del sector:
- Tamaño de la oblea: hasta 6 pulgadas (compatible con muestras más pequeñas)
- Tamaño mínimo de la muestra: 1 cm × 1 cm
- Materiales admitidos:
- Silicio (Si)
- Arseniuro de galio (GaAs)
- Fosfuro de indio (InP)
Precisión del proceso
- Oblea de 4 pulgadas TTV: ±3 μm
- Oblea de 6 pulgadas TTV: ±5 μm
Calidad de la superficie
- Rugosidad de la superficie: Ra ≤ 0,5 nm (@1 μm²)
Espesor final
- Obleas estándar: ~100 μm
- Obleas adheridas: ~50 μm
9. Visión de la industria: El equilibrio entre grosor y rendimiento
A medida que los dispositivos semiconductores evolucionan hacia:
- Mayor integración
- Apilamiento 3D
- Envases avanzados
El adelgazamiento de obleas se convierte en un paso estratégico del proceso, no sólo en una operación mecánica.
Sin embargo, existe una importante contrapartida:
Las obleas más delgadas permiten una mayor integración, pero un adelgazamiento excesivo puede degradar la estabilidad mecánica y el rendimiento del dispositivo.
Por lo tanto, seleccionar el método de adelgazamiento y la ventana de proceso adecuados es esencial para:
- Control de costes
- Optimización del rendimiento
- Fiabilidad a largo plazo
10. Conclusión
El esmerilado y el pulido del dorso de las obleas son tecnologías fundamentales que sirven de puente entre la fabricación del front-end y el envasado avanzado.
Un proceso de aclareo bien optimizado puede:
- Mejorar el rendimiento térmico y eléctrico
- Permitir arquitecturas de envasado avanzadas
- Aumentar el rendimiento y reducir los costes
A medida que avanza la tecnología de semiconductores, precisión, estabilidad e integración de procesos en el adelgazamiento de obleas seguirá definiendo la ventaja competitiva.