
1. Johdanto: Miksi kiekon ohentamisella on merkitystä
Nykyaikaisessa puolijohdevalmistuksessa siirtyminen etupään prosessoinnista loppupään pakkaamiseen alkaa kahdella kriittisellä vaiheella: takahionta (kiekon ohentaminen) ja kiillotus.
Kun kiekot on valmistettu ja sähköisesti testattu, niitä on ohennettava hallitusti, jotta ne täyttävät yhä vaativammat vaatimukset:
- Kehittyneet pakkaukset
- Lämmönhallinta
- Laitteen miniatyrisointi
- Korkean taajuuden suorituskyky
Kiekon paksuus ei ole enää vain rakenteellinen parametri, vaan se vaikuttaa suoraan sirun suorituskykyyn, tuottoon, luotettavuuteen ja kustannustehokkuuteen.
2. Kiekkojen takahionnan ja kiillotuksen keskeiset tavoitteet
2.1 Parannettu lämpötehokkuus
Ohuemmat kiekot parantavat lämmöntuottoa pienentämällä lämpöreittiä. Tämä on erityisen tärkeää:
- Teholaitteet (Si, SiC)
- Suuritiheyksiset IC:t
- RF-sovellukset
Tehokas lämmönpoisto estää ylikuumenemisen ja pidentää laitteen käyttöikää.
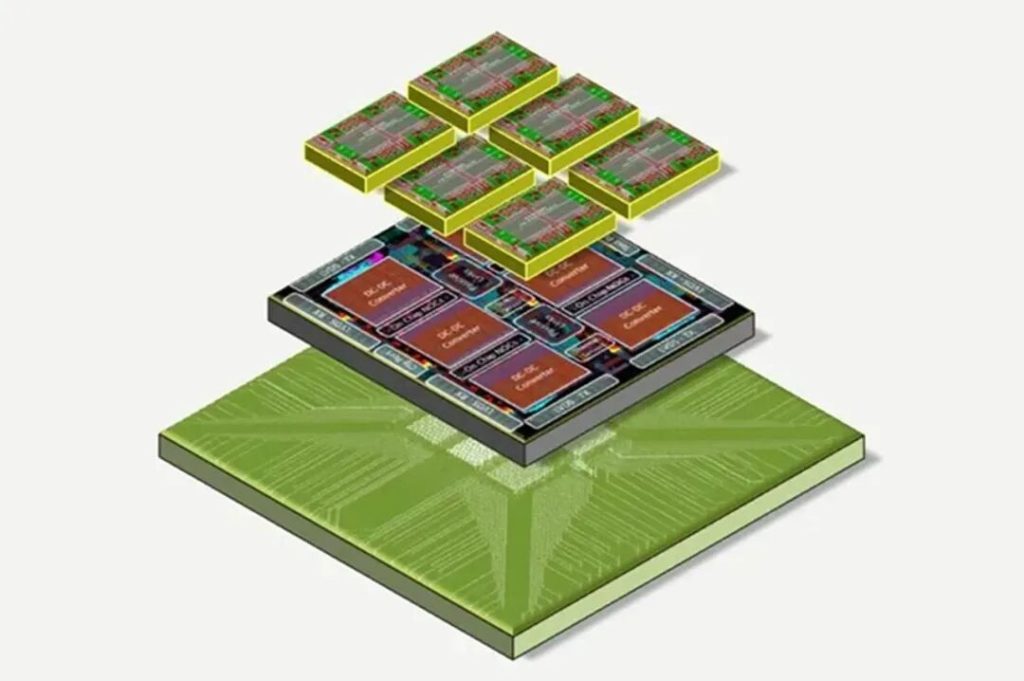
2.2 Yhteensopivuus kehittyneiden pakkausten kanssa
Nykyaikaiset pakkaustekniikat, kuten:
- 3D-pinoaminen (pinoaminen)
- System-in-Package (SiP)
- Flip-siru
-vaativat erittäin ohuita kiekkoja (usein alle 100 μm).
Harvennus mahdollistaa:
- Pienemmät muotokertoimet
- Vähennetty pakkauksen paino
- Suurempi integrointitiheys
2.3 Mekaanisen joustavuuden parantaminen
Ohuemmilla kiekoilla on suurempi joustavuus, mikä mahdollistaa sovellukset seuraavilla aloilla:
- Puettava elektroniikka
- Joustavat laitteet
- Kehittyneet anturit
2.4 Sähköisen suorituskyvyn optimointi
Kiekon ohentaminen vähentää loiskapasitanssia, mikä on kriittinen tekijä:
- Suurtaajuuspiirit
- RF- ja mikroaaltolaitteet
Tämä parantaa signaalin eheyttä ja laitteen tehokkuutta.
2.5 Tuottojen parantaminen
Kiillotus poistaa:
- Pintaviat
- Jäännösjännityskerrokset
- Hiomisen aiheuttamat mikrohalkeamat
Tämä parantaa merkittävästi lopullisen sirun tuotto ja luotettavuus.
3. Standardi kiekon ohennusprosessin kulku
Tyypillinen takahionta- ja kiillotusprosessi koostuu neljästä keskeisestä vaiheesta:
Vaihe 1: Väliaikainen liimaus
- Kiekko kiinnitetään kantajaan käyttämällä:
- Teippi (teippilaminointi)
- Vahaliimaus lasi-/keraamisille alustoille
Tämä suojaa etupuolta harvennuksen aikana.
Vaihe 2: Takahionta (materiaalin poisto)
- Irtotavaran poistamiseen käytetään mekaanisia tai kemiallisia menetelmiä.
- Tämä on ensisijainen paksuuden vähennysvaihe.
Vaihe 3: Kiillotus
- Poistaa:
- Hiontajäljet
- Maanalaiset vauriot
- Jäännösjännitys
Varmistaa sileän, virheettömän pinnan.
Vaihe 4: irrotus
- Kiekko irrotetaan kantoaukosta:
- UV-altistuminen
- Kemiallinen liukeneminen
4. Neljä tärkeintä kiekon ohentamistekniikkaa
4.1 Mekaaninen hionta
Periaate:
Materiaalin poisto timanttihiomalaikkojen avulla.
Edut:
- Korkea hyötysuhde
- Soveltuu irtotavaran poistoon
Rajoitukset:
- Pintavauriokerros
- Mikrohalkeamat
- Vaatii kiillotuksen seurantaa
4.2 Lapping (mekaaninen kiillotus)
Periaate:
Hiomahiukkaset rullaavat ja mikroleikkaavat pintaa.
Ominaisuudet:
- Tuottaa mattapintaisia, tasaisia pintoja
- Vähemmän aggressiivinen kuin hionta
Paras:
- Hallittu harvennus
- Välitason viimeistely
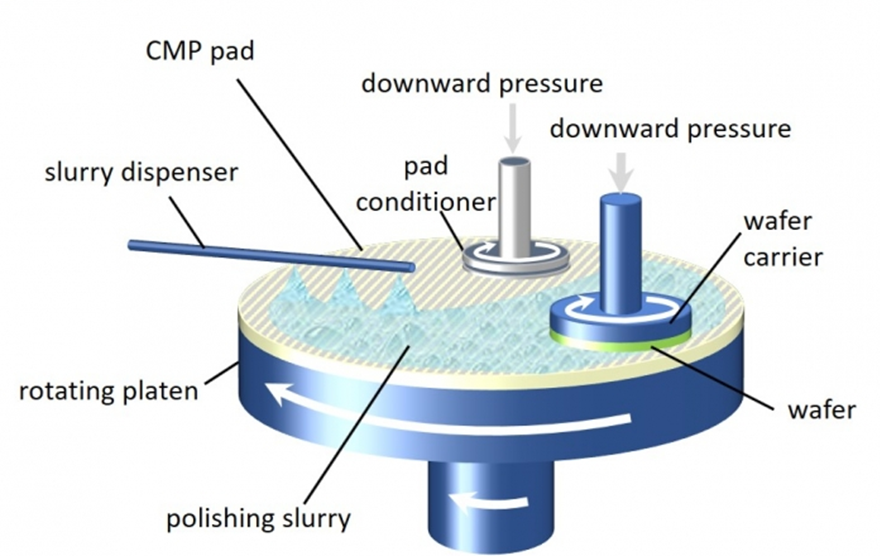
4.3 Kemiallinen mekaaninen kiillotus (CMP)
Periaate:
Yhdistää:
- Kemiallinen reaktio (pinnan pehmeneminen)
- Mekaaninen poisto
Edut:
- उत्कृष्ट pinnan tasaisuus
- Nanometrin tason karheus
- Globaali planarisointi
Rajoitukset:
- Korkeammat kustannukset
- Monimutkainen prosessinohjaus
4.4 Märkä- ja kuivasyövytys
Märkäetsaus
- Käyttää kemiallisia liuoksia
- Alhaiset kustannukset, yksinkertainen asennus
- Huono tasalaatuisuuden valvonta
Kuiva syövytys
- Käyttää plasmapohjaisia reaktioita
- Korkea tarkkuus (teoriassa)
- Kallis ja monimutkainen
Johtopäätökset:
Syövytystä käytetään harvoin ensisijaisena ohennusmenetelmänä korkean tarkkuuden kiekoilla.
5. Prosessivertailun yhteenveto
| Menetelmä | Tehokkuus | Pinnan laatu | Kustannukset | Tyypillinen käyttö |
|---|---|---|---|---|
| Hionta | Korkea | Matala | Medium | Irtotavaran poisto |
| Lapping | Medium | Medium | Medium | Väliaikainen |
| CMP | Matala | Erittäin korkea | Korkea | Loppukiillotus |
| Etsaus | Matala | Matala | Muuttuva | Erityistapaukset |
6. Kiekkojen ohentamisen keskeiset haasteet
6.1 Paksuuden tasaisuus (TTV-ohjaus)
Matalan lämpötilan ylläpitäminen Kokonaispaksuuden vaihtelu (TTV) on kriittinen tekijä laitteen johdonmukaisuuden kannalta.
6.2 Pintavikojen valvonta
Yleisiä ongelmia ovat:
- Naarmut
- Mikrohalkeamat
- Hiukkasten aiheuttama saastuminen
6.3 Stressinhallinta
Mekaaniset ja lämpöjännitykset voivat aiheuttaa:
- Vääntyminen
- Cracking
- Laitteen vikaantuminen
7. Kuinka parantaa kiekon ohentamisen laatua
7.1 Kulutustarvikkeiden optimointi
- Hiontakoon sovittaminen materiaalin kovuuteen
- Käytä monivaiheista hiekanpoistoa
7.2 Laitteen parametrien hienosäätö
Tärkeimmät parametrit:
- Alavoiman paine
- Pyörimisnopeus
- Syöttönopeus
7.3 Esittele kiillotusvaiheet
Hionnan jälkeinen kiillotus:
- Poistaa vauriokerroksen
- Vähentää stressiä
- Parantaa pinnan karheutta
8. Laitteiden kapasiteetti ja prosessin tulokset
Tyypillinen teollisuustason suorituskyky:
- Kiekkojen koko: enintään 6-tuumainen (yhteensopiva pienempien näytteiden kanssa)
- Näytteen vähimmäiskoko: 1 cm × 1 cm
- Tuetut materiaalit:
- Pii (Si)
- Galliumarsenidi (GaAs)
- Indiumfosfidi (InP)
Prosessin tarkkuus
- 4 tuuman kiekko TTV: ±3 μm
- 6 tuuman kiekko TTV: ±5 μm
Pinnan laatu
- Pinnan karheus: Ra ≤ 0,5 nm (@1 μm²)
Lopullinen paksuus
- Standardikiekot: ~100 μm
- Sidotut kiekot: ~50 μm
9. Toimialan näkemys: Paksuuden ja suorituskyvyn välinen tasapaino
Kun puolijohdekomponentit kehittyvät kohti:
- Korkeampi integraatio
- 3D-pinoaminen
- Kehittyneet pakkaukset
Kiekkojen ohentamisesta tulee strateginen prosessivaihe, ei vain mekaaninen toimenpide.
On kuitenkin olemassa tärkeä kompromissi:
Ohuemmat kiekot mahdollistavat suuremman integroinnin, mutta liiallinen ohentaminen voi heikentää mekaanista vakautta ja laitteen suorituskykyä.
Siksi oikean harvennusmenetelmän ja prosessi-ikkunan valinta on olennaisen tärkeää:
- Kustannusten valvonta
- Saannon optimointi
- Pitkäaikainen luotettavuus
10. Päätelmät
Kiekkojen takahionta ja kiillotus ovat perustavanlaatuisia teknologioita, jotka yhdistävät etupään valmistuksen ja kehittyneen pakkauksen.
Hyvin optimoitu harvennusprosessi voi:
- Parantaa lämpö- ja sähkötehoa
- Edistyksellisten pakkausarkkitehtuurien mahdollistaminen
- Lisää tuottoa ja vähennä kustannuksia
Puolijohdetekniikan kehittyessä, tarkkuus, vakaus ja prosessien integrointi kiekkojen ohentamisessa määrittelee jatkossakin kilpailuedun.