
1.はじめにウェハーの薄化が重要な理由
現代の半導体製造では、前工程から後工程パッケージングへの移行は、2つの重要なステップから始まる: バックグラインド(ウェーハ薄化)と 研磨.
ウェーハは、前工程での製造と電気的テストが完了した後、ますます厳しくなる要求事項を満たすために、制御された薄化を受けなければならない:
- 高度なパッケージング
- 熱管理
- デバイスの小型化
- 高周波性能
ウェハ厚はもはや単なる構造パラメータではなく、チップの性能、歩留まり、信頼性、コスト効率に直接影響する。.
2.ウェーハ裏面研削と研磨の核心目標
2.1 強化された熱性能
より薄いウェーハは、熱経路を減らすことで放熱性を向上させます。これは特に重要である:
- パワーデバイス(Si、SiC)
- 高密度IC
- RFアプリケーション
効率的な熱除去が過熱を防ぎ、デバイスの寿命を延ばします。.
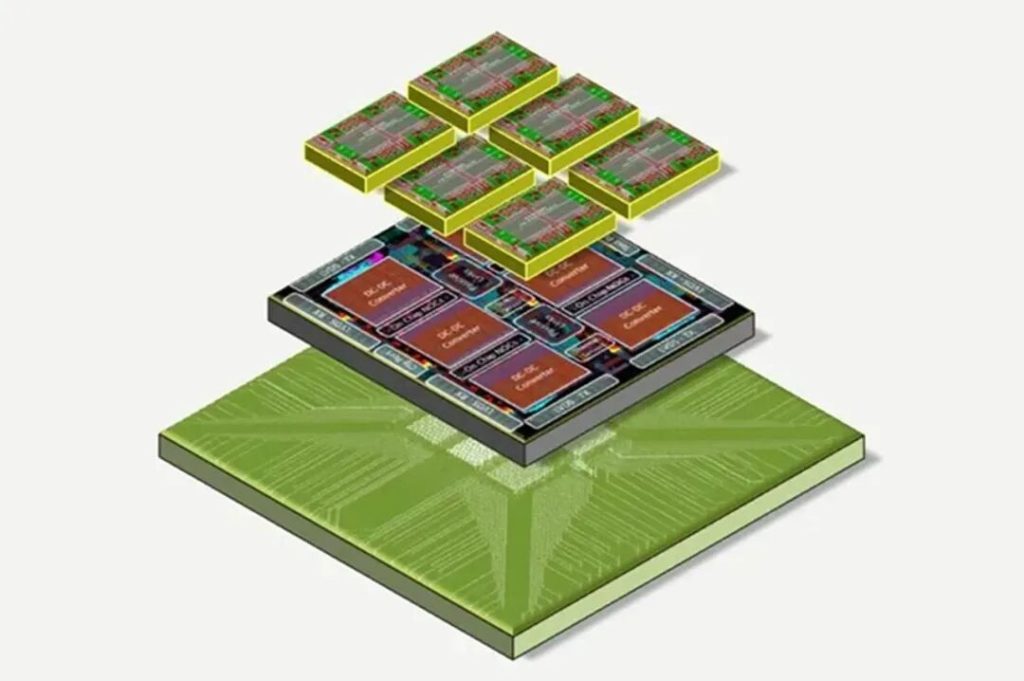
2.2 アドバンスド・パッケージングとの互換性
最新の包装技術-例えば、次のようなものである:
- 3Dスタッキング(スタッキング)
- システム・イン・パッケージ(SiP)
- フリップチップ
-超薄型ウェーハ(多くの場合100μm以下)を必要とする。.
間伐が可能になる:
- 小型フォームファクター
- パッケージの軽量化
- より高い集積密度
2.3 機械的柔軟性の向上
より薄いウェーハは、より大きな柔軟性を示し、以下のようなアプリケーションを可能にする:
- ウェアラブル・エレクトロニクス
- フレキシブル・デバイス
- 高度なセンサー
2.4 電気的性能の最適化
ウェーハの薄型化は、寄生容量を減少させる:
- 高周波回路
- RFおよびマイクロ波デバイス
これは、シグナルインテグリティとデバイス効率の向上につながる。.
2.5 収量向上
磨くと落ちる:
- 表面の欠陥
- 残留応力層
- 研削によるマイクロクラック
これによって、このような問題が大幅に改善される。 最終チップの歩留まりと信頼性.
3.標準的なウェーハ薄片化プロセスフロー
一般的な裏面研削と研磨の工程は、4つの重要なステップで構成されている:
ステップ1:仮接着
- ウェハはキャリアに取り付けられる:
- 粘着テープ(テープラミネート)
- ガラス/セラミック基板へのワックス接着
これは、間伐中のフロントサイドを保護する。.
ステップ2:背面研磨(材料除去)
- バルク材料の除去には、機械的または化学的方法が用いられる。.
- これが厚みを減らす第一段階である。.
ステップ3:研磨
- 取り除く:
- 研磨痕
- 地下の損傷
- 残留応力
滑らかで欠陥のない表面を確保する。.
ステップ4:剥離
- ウェハはキャリア・ビアから分離される:
- 紫外線暴露
- 化学溶解
4.4つの主な薄片化技術
4.1 機械研磨
原則:
ダイヤモンド砥石による材料除去。.
メリット
- 高効率
- バルク除去に最適
制限:
- 表面損傷層
- マイクロクラック
- 研磨のフォローアップが必要
4.2 ラッピング(機械研磨)
原則:
研磨粒子が転がり、表面をマイクロカットする。.
特徴
- マットで均一な表面
- 研削より攻撃性が低い
最高だ:
- 管理された間伐
- 中級仕上げ
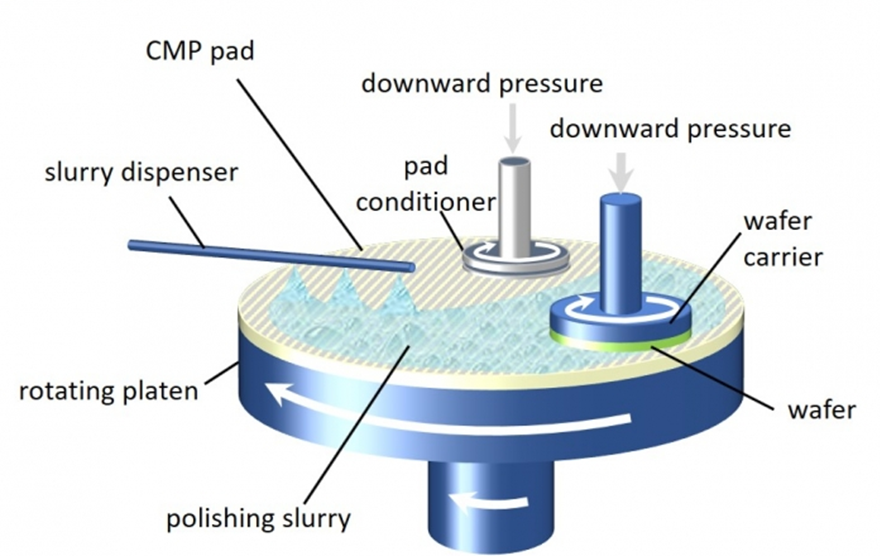
4.3 化学機械研磨 (CMP)
原則:
合体する:
- 化学反応(表面軟化)
- 機械的除去
メリット
- उत्क ृ ष ट 表面平坦度
- ナノメートルレベルの粗さ
- グローバル平坦化
制限:
- より高いコスト
- 複雑なプロセス制御
4.4 ウェット&ドライエッチング
ウェット・エッチング
- 化学溶液を使用
- 低コスト、シンプルなセットアップ
- ユニフォミティ・コントロール不良
ドライエッチング
- プラズマベースの反応を使用
- 高精度(理論上)
- 高価で複雑
結論
エッチングは、高精度ウェーハの主要な薄化方法として使用されることはほとんどありません。.
5.プロセス比較サマリー
| 方法 | 効率性 | 表面品質 | コスト | 典型的な使用例 |
|---|---|---|---|---|
| 研磨 | 高い | 低い | ミディアム | バルク除去 |
| ラッピング | ミディアム | ミディアム | ミディアム | 中級 |
| シーエムピー | 低い | 非常に高い | 高い | 最終研磨 |
| エッチング | 低い | 低い | 可変 | 特別なケース |
6.ウェーハ薄片化の主要課題
6.1 厚みの均一性(TTV管理)
低水準の維持 総厚み変動(TTV) は、デバイスの一貫性を保つために非常に重要である。.
6.2 表面欠陥コントロール
よくある問題は以下の通り:
- 傷
- マイクロクラック
- 粒子汚染
6.3 ストレス管理
機械的ストレスや熱ストレスが原因となる:
- 反り
- クラッキング
- デバイスの故障
7.ウェハーの薄片化品質を向上させる方法
7.1 消耗品の最適化
- 研磨材のサイズを材料の硬さに合わせる
- 多段グリットリダクションを使用する
7.2 機器のパラメーターを微調整する
主なパラメーター
- ダウンフォース圧
- 回転速度
- 送り速度
7.3 研磨ステップの紹介
研削後の研磨:
- ダメージ層の除去
- ストレス軽減
- 表面粗さの向上
8.設備能力とプロセス結果
典型的な業界レベルのパフォーマンス:
- ウエハーサイズ:最大 6インチ(小型サンプル対応)
- 最小サンプル数: 1 cm × 1 cm
- 対応する材料:
- ケイ素 (Si)
- ガリウムヒ素(GaAs)
- リン化インジウム(InP)
プロセスの精度
- 4インチウエハ TTV:±3μm
- 6インチウエハ TTV:±5 μm
表面品質
- 表面粗さ: Ra ≤ 0.5 nm (@1 μm²)
最終的な厚さ
- 標準ウェハー~100 μm
- 接着ウェハー~50 μm
9.業界の洞察厚さと性能のバランス
半導体デバイスが進化するにつれて
- より高い統合
- 3Dスタッキング
- 高度なパッケージング
ウェハーの薄化は、単なる機械的な作業ではなく、戦略的なプロセスステップとなる。.
しかし、重要なトレードオフが存在する:
ウェーハの薄型化は高集積化を可能にするが、過度の薄型化は機械的安定性とデバイス性能を低下させる可能性がある。.
したがって、適切な間伐方法とプロセスウィンドウを選択することが不可欠である:
- コスト管理
- 歩留まりの最適化
- 長期信頼性
10.結論
ウェーハバックグラインディングとポリッシングは、前工程製造と先端パッケージングの橋渡しをする基盤技術です。.
最適化された間伐プロセスなら可能だ:
- 熱的・電気的性能の向上
- 高度なパッケージング・アーキテクチャの実現
- 歩留まり向上とコスト削減
半導体技術が進歩するにつれて, 精度、安定性、プロセス統合 ウェーハ薄化における競争上の優位性は、今後も明確になっていくだろう。.