
1. مقدمة: سبب أهمية ترقق الرقاقات
في التصنيع الحديث لأشباه الموصلات، يبدأ الانتقال من المعالجة الأمامية إلى التغليف الخلفي بخطوتين حاسمتين: الطحن الخلفي (ترقق الرقاقة) و التلميع.
بعد اكتمال تصنيع الرقائق الأمامية واختبارها كهربائيًا، يجب أن تخضع الرقائق لتخفيف متحكم فيه لتلبية المتطلبات المتزايدة المتطلبات في:
- التعبئة والتغليف المتقدم
- الإدارة الحرارية
- تصغير الجهاز
- أداء عالي التردد
لم تعد سماكة الرقاقة مجرد معلمة هيكلية - فهي تؤثر بشكل مباشر على أداء الرقاقة وإنتاجيتها وموثوقيتها وكفاءة تكلفتها.
2. الأهداف الأساسية لطحن الرقاقة الخلفية وتلميعها
2.1 الأداء الحراري المحسّن
تعمل الرقائق الرقيقة على تحسين تبديد الحرارة عن طريق تقليل المسار الحراري. وهذا أمر بالغ الأهمية بشكل خاص في:
- أجهزة الطاقة (Si، SiC)
- الدوائر المتكاملة عالية الكثافة
- تطبيقات الترددات اللاسلكية
إزالة الحرارة بكفاءة تمنع السخونة الزائدة وتطيل عمر الجهاز.
2.2 التوافق مع التغليف المتقدم
تقنيات التغليف الحديثة - مثل:
- تكديس ثلاثي الأبعاد (تكديس)
- نظام في حزمة (SiP)
- قلب الرقاقة
-تتطلب رقائق رقيقة للغاية (غالبًا ما تكون أقل من 100 ميكرومتر).
يتيح التخفيف:
- عوامل الشكل الأصغر حجماً
- انخفاض وزن العبوة المخفض
- كثافة تكامل أعلى
2.3 تحسين المرونة الميكانيكية
تُظهر الرقاقات الرقيقة مرونة أكبر، مما يتيح تطبيقات في:
- الإلكترونيات القابلة للارتداء
- الأجهزة المرنة
- أجهزة استشعار متقدمة
2.4 تحسين الأداء الكهربائي
يقلل ترقق الرقاقة من السعة الطفيلية، وهو أمر بالغ الأهمية في:
- دوائر الترددات العالية
- أجهزة الترددات اللاسلكية والموجات الدقيقة
يؤدي ذلك إلى تحسين سلامة الإشارة وكفاءة الجهاز.
2.5 تحسين العائد 2.5
يزيل التلميع:
- عيوب السطح
- طبقات الإجهاد المتبقي
- التشققات الدقيقة الناتجة عن الطحن
وهذا يعزز بشكل كبير العائد النهائي للرقاقة وموثوقيتها.
3. التدفق القياسي لعملية ترقيق الرقاقة القياسية
تتكون عملية الطحن والتلميع الخلفي النموذجية من أربع خطوات رئيسية:
الخطوة 1: الربط المؤقت
- يتم توصيل الرقاقة بحامل باستخدام:
- الشريط اللاصق (التصفيح بالشريط اللاصق)
- الربط بالشمع على الركائز الزجاجية/السيراميك
هذا يحمي الجانب الأمامي أثناء التخفيف.
الخطوة 2: الطحن الخلفي (إزالة المواد)
- تُستخدم الطرق الميكانيكية أو الكيميائية لإزالة المواد السائبة.
- هذه هي مرحلة تقليل السُمك الأساسية.
الخطوة 3: التلميع
- يزيل:
- علامات الطحن
- الأضرار تحت السطح
- الإجهاد المتبقي
يضمن الحصول على سطح أملس وخالٍ من العيوب.
الخطوة 4: فك الارتباط
- يتم فصل الرقاقة عن الناقل عبر:
- التعرض للأشعة فوق البنفسجية
- الذوبان الكيميائي
4. أربع تقنيات رئيسية لترقق الرقاقات
4.1 الطحن الميكانيكي
المبدأ:
إزالة المواد عن طريق عجلات الطحن بالماس.
المزايا:
- كفاءة عالية
- مناسب للإزالة السائبة
القيود:
- طبقة التلف السطحي
- التشققات الدقيقة
- يتطلب متابعة التلميع
4.2 الصقل (التلميع الميكانيكي)
المبدأ:
تتدحرج الجسيمات الكاشطة وتقطع السطح بشكل دقيق.
الخصائص:
- إنتاج أسطح غير لامعة وموحدة اللون
- أقل عدوانية من الطحن
الأفضل لـ
- التخفيف المضبوط
- التشطيبات المتوسطة
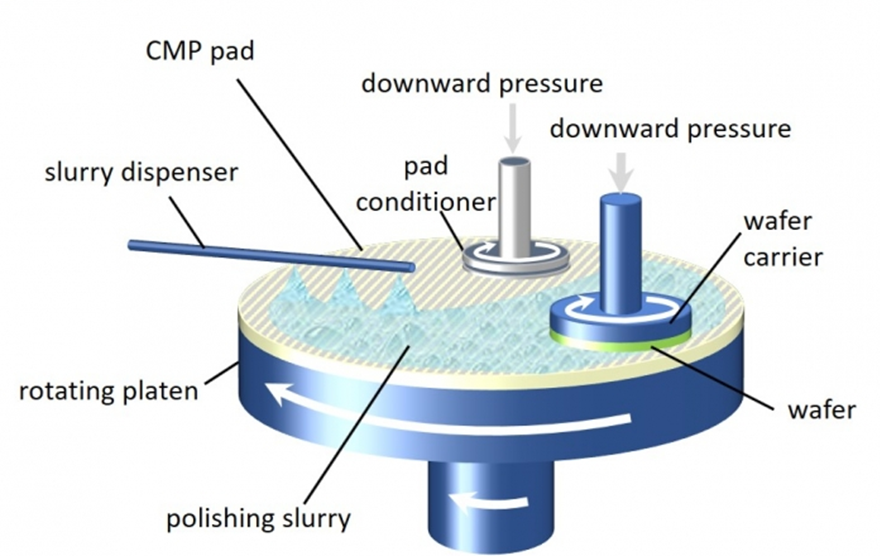
4.3 التلميع الميكانيكي الكيميائي (CMP)
المبدأ:
يجمع بين:
- التفاعل الكيميائي (تليين السطح)
- الإزالة الميكانيكية
المزايا:
- उत्कृष्ट surface flatness
- خشونة على مستوى النانومتر
- الاستواء العالمي
القيود:
- تكلفة أعلى
- التحكم في العمليات المعقدة
4.4 الحفر الرطب والجاف
الحفر الرطب
- يستخدم المحاليل الكيميائية
- منخفضة التكلفة وبسيطة الإعداد
- ضعف التحكم في الاتساق
الحفر الجاف
- يستخدم التفاعلات القائمة على البلازما
- دقة عالية (نظريًا)
- باهظة الثمن ومعقدة
الخلاصة:
نادرًا ما يتم استخدام الحفر كطريقة ترقق أساسية للرقائق عالية الدقة.
5. ملخص مقارنة العمليات
| الطريقة | الكفاءة | جودة السطح | التكلفة | الاستخدام النموذجي |
|---|---|---|---|---|
| الطحن | عالية | منخفضة | متوسط | الإزالة بالجملة |
| اللف | متوسط | متوسط | متوسط | متوسط |
| CMP | منخفضة | عالية جداً | عالية | التلميع النهائي |
| النقش | منخفضة | منخفضة | متغير | الحالات الخاصة |
6. التحديات الرئيسية في ترقق الرقاقات
6.1 اتساق السماكة (التحكم في TTV)
الحفاظ على انخفاض التباين الكلي للسمك (TTV) أمر بالغ الأهمية لاتساق الجهاز.
6.2 التحكم في عيوب السطح
تشمل المشكلات الشائعة ما يلي:
- الخدوش
- التشققات الدقيقة
- تلوث الجسيمات
6.3 إدارة الإجهاد
يمكن أن تسبب الضغوط الميكانيكية والحرارية:
- واربج
- تكسير
- تعطل الجهاز
7. كيفية تحسين جودة ترقق الرقائق
7.1 تحسين المواد الاستهلاكية
- طابق حجم المادة الكاشطة مع صلابة المادة
- استخدام تقليل الحبيبات متعدد المراحل
7.2 صقل معلمات المعدات وضبطها
المعلمات الرئيسية:
- ضغط القوة السفلية
- سرعة الدوران
- معدل التغذية
7.3 إدخال خطوات التلميع
التلميع بعد الطحن:
- يزيل طبقة التلف
- يقلل من التوتر
- يحسن خشونة السطح
8. قدرة المعدات ونتائج العمليات
أداء نموذجي على مستوى الصناعة:
- حجم الرقاقة: حتى 6 بوصات (متوافقة مع العينات الأصغر حجماً)
- الحد الأدنى لحجم العينة: 1 سم × 1 سم
- المواد المدعومة:
- السيليكون (Si)
- زرنيخيد الغاليوم (GaAs)
- فوسفيد الإنديوم (InP)
دقة العملية
- رقاقة رقاقة 4 بوصة TTV: ± 3 ميكرومتر
- رقاقة الرقاقة 6 بوصة TTV: ± 5 ميكرومتر
جودة السطح
- خشونة السطح: Ra ≤ 0.5 نانومتر (@ 1 ميكرومتر مربع)
السُمك النهائي
- الرقائق القياسية: ~100 ميكرومتر تقريبًا
- رقائق مترابطة: ~حوالي 50 ميكرومتر
9. رؤى الصناعة: التوازن بين السماكة والأداء
مع تطور أجهزة أشباه الموصلات نحو:
- تكامل أعلى
- تكديس ثلاثي الأبعاد
- التعبئة والتغليف المتقدم
يصبح ترقق الرقاقة خطوة عملية استراتيجية، وليس مجرد عملية ميكانيكية.
ومع ذلك، توجد مفاضلة مهمة:
تتيح الرقاقات الرقيقة تكاملاً أعلى - ولكن قد يؤدي التخفيف المفرط إلى تدهور الثبات الميكانيكي وأداء الجهاز.
ولذلك، يعد اختيار طريقة التخفيف الصحيحة ونافذة المعالجة المناسبة أمرًا ضروريًا من أجل:
- مراقبة التكاليف
- تحسين الإنتاجية
- الموثوقية على المدى الطويل
10. خاتمة
يعد الطحن والتلميع الخلفي للرقاقة الرقاقة من التقنيات الأساسية التي تربط بين التصنيع الأمامي والتغليف المتقدم.
يمكن لعملية التخفيف المحسّنة بشكل جيد:
- تحسين الأداء الحراري والكهربائي
- تمكين بنيات التغليف المتقدمة
- زيادة العائد وخفض التكاليف
مع تقدم تكنولوجيا أشباه الموصلات, الدقة والثبات وتكامل العمليات في ترقق الرقاقات سيستمر في تحديد الميزة التنافسية.