
1. Introduction : L'importance de l'amincissement des plaquettes
Dans la fabrication moderne de semi-conducteurs, la transition entre le traitement initial et l'emballage final commence par deux étapes critiques : le broyage arrière (amincissement de la plaquette) et polissage.
Une fois que les plaquettes ont été fabriquées et testées électriquement, elles doivent subir un amincissement contrôlé pour répondre à des exigences de plus en plus strictes dans le domaine de l'énergie :
- Emballage avancé
- Gestion thermique
- Miniaturisation des appareils
- Performance en haute fréquence
L'épaisseur des plaquettes n'est plus seulement un paramètre structurel - elle a un impact direct sur les performances, le rendement, la fiabilité et la rentabilité des puces.
2. Objectifs fondamentaux du prépolissage et du polissage du dos des plaquettes de silicium
2.1 Amélioration des performances thermiques
Les plaquettes plus minces améliorent la dissipation de la chaleur en réduisant le chemin thermique. Ceci est particulièrement important dans les domaines suivants
- Dispositifs de puissance (Si, SiC)
- Circuits intégrés à haute densité
- Applications RF
L'évacuation efficace de la chaleur évite la surchauffe et prolonge la durée de vie de l'appareil.
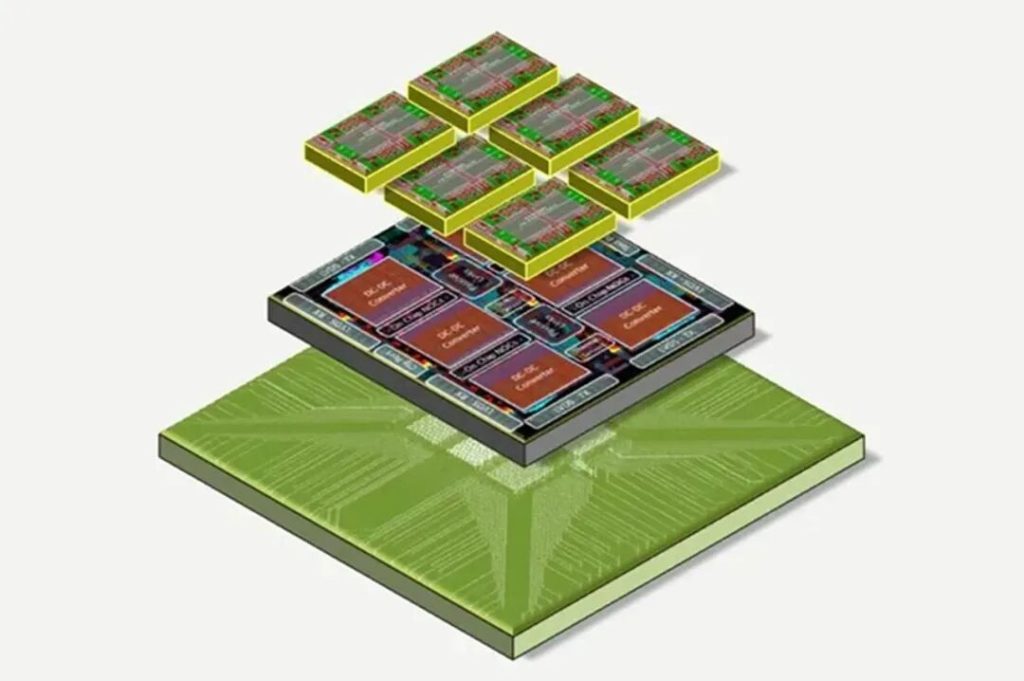
2.2 Compatibilité avec les emballages avancés
Les technologies modernes d'emballage, telles que :
- Empilage 3D (Stacking)
- Système en boîtier (SiP)
- Puce flip-chip
-nécessitent des plaquettes ultra-minces (souvent inférieures à 100 μm).
L'amincissement permet :
- Facteurs de forme plus petits
- Réduction du poids de l'emballage
- Densité d'intégration plus élevée
2.3 Amélioration de la flexibilité mécanique
Les plaquettes plus minces présentent une plus grande flexibilité, ce qui permet des applications dans :
- Électronique portable
- Dispositifs flexibles
- Capteurs avancés
2.4 Optimisation de la performance électrique
L'amincissement des plaquettes de silicium réduit la capacité parasite, ce qui est essentiel pour la fabrication de plaquettes de silicium :
- Circuits haute fréquence
- Dispositifs RF et micro-ondes
Cela permet d'améliorer l'intégrité du signal et l'efficacité de l'appareil.
2.5 Amélioration du rendement
Le polissage élimine :
- Défauts de surface
- Couches de contraintes résiduelles
- Microfissures dues au meulage
Cela permet d'améliorer de manière significative le rendement et la fiabilité des puces finales.
3. Processus standard d'éclaircissement des plaquettes
Un processus typique de ponçage arrière et de polissage se compose de quatre étapes clés :
Étape 1 : Collage temporaire
- La plaquette est fixée à un support à l'aide d'une pince :
- Ruban adhésif (laminage)
- Collage de la cire sur des substrats en verre/céramique
Cela permet de protéger la face avant lors de l'éclaircissage.
Étape 2 : Meulage arrière (enlèvement de matière)
- Des méthodes mécaniques ou chimiques sont utilisées pour éliminer les matières en vrac.
- Il s'agit de la première étape de réduction de l'épaisseur.
Étape 3 : Polissage
- Supprime :
- Marques de meulage
- Dommages souterrains
- Contrainte résiduelle
Assure une surface lisse et sans défaut.
Étape 4 : Décollement
- La plaquette est séparée du support :
- Exposition aux UV
- Dissolution chimique
4. Les quatre principales technologies d'amincissement des plaquettes
4.1 Broyage mécanique
Principe :
Enlèvement de matière à l'aide de meules diamantées.
Avantages :
- Haute efficacité
- Convient à l'enlèvement en vrac
Limites :
- Couche de dommages superficiels
- Microfissures
- Nécessite un suivi de polissage
4.2 Rodage (polissage mécanique)
Principe :
Les particules abrasives roulent et micro-coupent la surface.
Caractéristiques :
- Produit des surfaces mates et uniformes
- Moins agressif que le broyage
Meilleur pour :
- Éclaircie contrôlée
- Finition intermédiaire
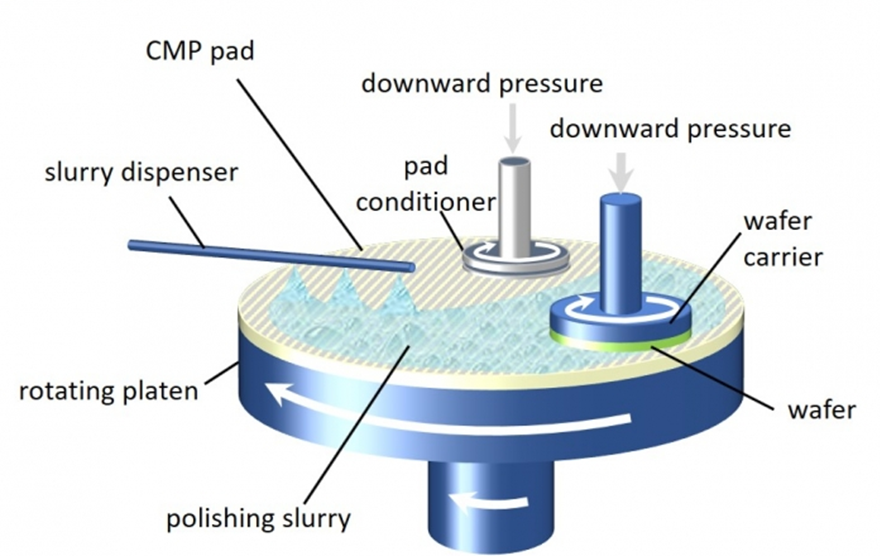
4.3 Polissage chimico-mécanique (CMP)
Principe :
Combine :
- Réaction chimique (ramollissement de la surface)
- Retrait mécanique
Avantages :
- उत्कृष्ट planéité de la surface
- Rugosité au niveau du nanomètre
- Planarisation globale
Limites :
- Coût plus élevé
- Contrôle des processus complexes
4.4 Gravure humide et sèche
Gravure humide
- Utilise des solutions chimiques
- Faible coût, installation simple
- Mauvais contrôle de l'uniformité
Gravure à sec
- Utilisation de réactions basées sur le plasma
- Haute précision (en théorie)
- Coûteux et complexe
Conclusion :
La gravure est rarement utilisée comme méthode d'amincissement primaire pour les plaquettes de haute précision.
5. Résumé de la comparaison des processus
| Méthode | Efficacité | Qualité de surface | Coût | Utilisation typique |
|---|---|---|---|---|
| Broyage | Haut | Faible | Moyen | Enlèvement en vrac |
| Rodage | Moyen | Moyen | Moyen | Intermédiaire |
| CMP | Faible | Très élevé | Haut | Polissage final |
| Gravure | Faible | Faible | Variable | Cas particuliers |
6. Principaux défis en matière d'amincissement des plaquettes
6.1 Uniformité de l'épaisseur (contrôle TTV)
Maintien d'une faible Variation totale de l'épaisseur (TTV) est essentiel pour la cohérence du dispositif.
6.2 Contrôle des défauts de surface
Les problèmes les plus fréquents sont les suivants :
- Rayures
- Microfissures
- Contamination par les particules
6.3 Gestion du stress
Les contraintes mécaniques et thermiques peuvent être à l'origine de ce phénomène :
- L'arrêt de travail
- Craquage
- Défaillance de l'appareil
7. Comment améliorer la qualité de l'éclaircissage des plaquettes
7.1 Optimiser les consommables
- Adapter la taille de l'abrasif à la dureté du matériau
- Utiliser un dessablage en plusieurs étapes
7.2 Affiner les paramètres de l'équipement
Paramètres clés :
- Pression d'appui
- Vitesse de rotation
- Vitesse d'alimentation
7.3 Introduire les étapes de polissage
Polissage après rectification :
- Supprime la couche endommagée
- Réduire le stress
- Améliore la rugosité de la surface
8. Capacité de l'équipement et résultats du processus
Performance typique de l'industrie :
- Taille de la plaquette : jusqu'à 6 pouces (compatible avec des échantillons plus petits)
- Taille minimale de l'échantillon : 1 cm × 1 cm
- Matériaux pris en charge :
- Silicium (Si)
- Arséniure de gallium (GaAs)
- Phosphure d'indium (InP)
Précision du processus
- Plaque de 4 pouces TTV : ±3 μm
- Plaquette de 6 pouces TTV : ±5 μm
Qualité de surface
- Rugosité de la surface : Ra ≤ 0,5 nm (@1 μm²)
Épaisseur finale
- Plaquettes standard : ~100 μm
- Plaquettes collées : ~50 μm
9. Aperçu de l'industrie : L'équilibre entre l'épaisseur et la performance
Au fur et à mesure que les dispositifs à semi-conducteurs évoluent vers :
- Une intégration plus poussée
- Empilage 3D
- Emballage avancé
L'amincissement des plaquettes devient une étape stratégique du processus, et non plus une simple opération mécanique.
Cependant, il existe un compromis important :
Des plaquettes plus fines permettent une plus grande intégration, mais un amincissement excessif peut dégrader la stabilité mécanique et les performances des dispositifs.
Il est donc essentiel de choisir la bonne méthode d'éclaircissement et la bonne fenêtre de traitement :
- Contrôle des coûts
- Optimisation du rendement
- Fiabilité à long terme
10. Conclusion
Le prépolissage et le polissage de la face arrière des plaquettes sont des technologies fondamentales qui font le lien entre la fabrication de la face avant et l'emballage avancé.
Un processus d'éclaircissement bien optimisé peut :
- Améliorer les performances thermiques et électriques
- Permettre des architectures d'emballage avancées
- Augmenter le rendement et réduire les coûts
Au fur et à mesure que la technologie des semi-conducteurs progresse, précision, stabilité et intégration des processus dans l'amincissement des tranches continuera à définir l'avantage concurrentiel.