
1. Wprowadzenie: Dlaczego przerzedzanie wafli ma znaczenie
W nowoczesnej produkcji półprzewodników przejście od przetwarzania front-end do pakowania back-end rozpoczyna się od dwóch krytycznych etapów: szlifowanie wsteczne (przerzedzanie płytek) i polerowanie.
Po zakończeniu produkcji i testów elektrycznych wafle muszą zostać poddane kontrolowanemu przerzedzaniu, aby spełnić coraz bardziej rygorystyczne wymagania:
- Zaawansowane opakowania
- Zarządzanie ciepłem
- Miniaturyzacja urządzeń
- Wydajność przy wysokich częstotliwościach
Grubość wafla nie jest już tylko parametrem strukturalnym - ma ona bezpośredni wpływ na wydajność chipa, wydajność, niezawodność i efektywność kosztową.
2. Podstawowe cele szlifowania i polerowania płytek półprzewodnikowych
2.1 Zwiększona wydajność termiczna
Cieńsze wafle poprawiają rozpraszanie ciepła poprzez zmniejszenie ścieżki termicznej. Jest to szczególnie ważne w przypadku:
- Urządzenia zasilające (Si, SiC)
- Układy scalone o wysokiej gęstości
- Aplikacje RF
Wydajne odprowadzanie ciepła zapobiega przegrzaniu i wydłuża żywotność urządzenia.
2.2 Kompatybilność z zaawansowanymi opakowaniami
Nowoczesne technologie pakowania, takie jak
- Układanie 3D (Stacking)
- System w pakiecie (SiP)
- Flip-chip
-wymagają ultracienkich płytek (często poniżej 100 μm).
Przerzedzenie umożliwia:
- Mniejsza obudowa
- Zmniejszona waga opakowania
- Wyższa gęstość integracji
2.3 Zwiększona elastyczność mechaniczna
Cieńsze płytki wykazują większą elastyczność, umożliwiając zastosowania w
- Elektronika do noszenia
- Elastyczne urządzenia
- Zaawansowane czujniki
2.4 Optymalizacja wydajności elektrycznej
Cienkie płytki zmniejszają pojemność pasożytniczą, co ma kluczowe znaczenie:
- Obwody wysokiej częstotliwości
- Urządzenia radiowe i mikrofalowe
Prowadzi to do poprawy integralności sygnału i wydajności urządzenia.
2.5 Poprawa wydajności
Polerowanie usuwa:
- Wady powierzchniowe
- Warstwy naprężeń szczątkowych
- Mikropęknięcia spowodowane szlifowaniem
To znacznie zwiększa Wydajność i niezawodność końcowego układu scalonego.
3. Standardowy przebieg procesu przerzedzania wafli
Typowy proces szlifowania i polerowania składa się z czterech kluczowych etapów:
Krok 1: Tymczasowe klejenie
- Wafel jest przymocowany do nośnika za pomocą:
- Taśma samoprzylepna (laminowanie taśmą)
- Klejenie wosku do podłoży szklanych/ceramicznych
Chroni to przednią stronę podczas przerzedzania.
Krok 2: Szlifowanie wsteczne (usuwanie materiału)
- Do usuwania materiałów sypkich stosuje się metody mechaniczne lub chemiczne.
- Jest to główny etap redukcji grubości.
Krok 3: Polerowanie
- Usuwa:
- Ślady szlifowania
- Uszkodzenia podpowierzchniowe
- Naprężenie szczątkowe
Zapewnia gładką, wolną od wad powierzchnię.
Krok 4: Debonding
- Wafel jest oddzielany od nośnika za pomocą przelotki:
- Ekspozycja na promieniowanie UV
- Rozpuszczanie chemiczne
4. Cztery główne technologie przerzedzania wafli
4.1 Szlifowanie mechaniczne
Zasada:
Usuwanie materiału za pomocą ściernic diamentowych.
Zalety:
- Wysoka wydajność
- Nadaje się do usuwania luzem
Ograniczenia:
- Warstwa uszkodzeń powierzchni
- Mikropęknięcia
- Wymaga dalszego polerowania
4.2 Lapping (polerowanie mechaniczne)
Zasada:
Cząsteczki ścierne toczą się i mikrozacinają powierzchnię.
Charakterystyka:
- Tworzy matowe, jednolite powierzchnie
- Mniej agresywne niż szlifowanie
Najlepsze dla:
- Kontrolowane przerzedzanie
- Wykończenie pośrednie
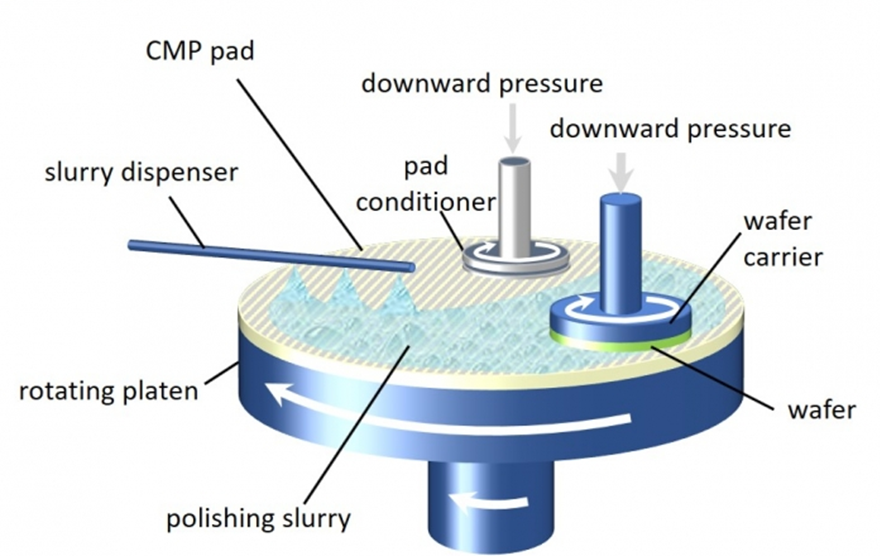
4.3 Polerowanie chemiczno-mechaniczne (CMP)
Zasada:
Łączy:
- Reakcja chemiczna (zmiękczenie powierzchni)
- Usuwanie mechaniczne
Zalety:
- उत्कृष्ट płaskość powierzchni
- Chropowatość na poziomie nanometrów
- Globalna planaryzacja
Ograniczenia:
- Wyższy koszt
- Kompleksowa kontrola procesu
4.4 Wytrawianie na mokro i sucho
Trawienie na mokro
- Wykorzystuje roztwory chemiczne
- Niski koszt, prosta konfiguracja
- Słaba kontrola jednorodności
Wytrawianie na sucho
- Wykorzystuje reakcje oparte na plazmie
- Wysoka precyzja (w teorii)
- Drogie i złożone
Wnioski:
Wytrawianie jest rzadko stosowane jako podstawowa metoda rozcieńczania płytek o wysokiej precyzji.
5. Podsumowanie porównania procesów
| Metoda | Wydajność | Jakość powierzchni | Koszt | Typowe zastosowanie |
|---|---|---|---|---|
| Szlifowanie | Wysoki | Niski | Średni | Usuwanie luzem |
| Okrążanie | Średni | Średni | Średni | Pośredni |
| CMP | Niski | Bardzo wysoka | Wysoki | Polerowanie końcowe |
| Trawienie | Niski | Niski | Zmienna | Przypadki szczególne |
6. Kluczowe wyzwania związane z przerzedzaniem wafli
6.1 Jednorodność grubości (kontrola TTV)
Utrzymywanie niskiego poziomu Całkowita zmiana grubości (TTV) ma kluczowe znaczenie dla spójności urządzenia.
6.2 Kontrola defektów powierzchni
Typowe problemy obejmują:
- Zadrapania
- Mikropęknięcia
- Zanieczyszczenie cząsteczkami
6.3 Zarządzanie stresem
Naprężenia mechaniczne i termiczne mogą powodować:
- Wypaczenie
- Pękanie
- Awaria urządzenia
7. Jak poprawić jakość przerzedzania wafli
7.1 Optymalizacja materiałów eksploatacyjnych
- Dopasowanie rozmiaru ścierniwa do twardości materiału
- Wielostopniowa redukcja ziarnistości
7.2 Dostrajanie parametrów urządzenia
Kluczowe parametry:
- Ciśnienie docisku
- Prędkość obrotowa
- Prędkość posuwu
7.3 Wprowadzenie etapów polerowania
Polerowanie po szlifowaniu:
- Usuwa warstwę uszkodzeń
- Zmniejsza stres
- Poprawia chropowatość powierzchni
8. Możliwości sprzętu i wyniki procesu
Wydajność typowa dla branży:
- Rozmiar wafla: do 6-calowy (kompatybilny z mniejszymi próbkami)
- Minimalna wielkość próby: 1 cm × 1 cm
- Obsługiwane materiały:
- Krzem (Si)
- Arsenek galu (GaAs)
- Fosforek indu (InP)
Dokładność procesu
- 4-calowa płytka TTV: ±3 μm
- 6-calowy wafel TTV: ±5 μm
Jakość powierzchni
- Chropowatość powierzchni: Ra ≤ 0,5 nm (@1 μm²)
Grubość końcowa
- Wafle standardowe: ~100 μm
- Wafle klejone: ~50 μm
9. Wgląd w branżę: Równowaga między grubością a wydajnością
W miarę jak urządzenia półprzewodnikowe ewoluują w tym kierunku:
- Wyższa integracja
- Układanie 3D
- Zaawansowane opakowania
Przerzedzanie wafli staje się strategicznym etapem procesu, a nie tylko operacją mechaniczną.
Istnieje jednak ważny kompromis:
Cieńsze płytki umożliwiają większą integrację, ale nadmierne przerzedzenie może pogorszyć stabilność mechaniczną i wydajność urządzenia.
Dlatego też wybór odpowiedniej metody przerzedzania i okna procesowego ma zasadnicze znaczenie:
- Kontrola kosztów
- Optymalizacja wydajności
- Długoterminowa niezawodność
10. Wnioski
Szlifowanie i polerowanie wafli to podstawowe technologie łączące produkcję front-end z zaawansowanym pakowaniem.
Dobrze zoptymalizowany proces przerzedzania może:
- Poprawa wydajności termicznej i elektrycznej
- Zaawansowane architektury opakowań
- Zwiększenie wydajności i obniżenie kosztów
Wraz z rozwojem technologii półprzewodnikowej, precyzja, stabilność i integracja procesów w przerzedzaniu wafli będzie nadal definiować przewagę konkurencyjną.