
1. Úvod: Proč je důležité ztenčování destiček
V moderní výrobě polovodičů začíná přechod od předního zpracování k zadnímu balení dvěma zásadními kroky: zpětné broušení (ztenčování destiček) a leštění.
Poté, co destičky dokončí přední část výroby a elektrické testování, musí projít řízeným ztenčováním, aby splňovaly stále náročnější požadavky v:
- Pokročilé balení
- Tepelné řízení
- Miniaturizace zařízení
- Vysokofrekvenční výkon
Tloušťka destičky už není jen strukturální parametr - má přímý vliv na výkon čipu, výtěžnost, spolehlivost a nákladovou efektivitu.
2. Hlavní cíle broušení a leštění zadních destiček
2.1 Zvýšený tepelný výkon
Tenčí destičky zlepšují odvod tepla tím, že zkracují tepelnou dráhu. To je obzvláště důležité u:
- Výkonová zařízení (Si, SiC)
- Integrované obvody s vysokou hustotou
- RF aplikace
Účinný odvod tepla zabraňuje přehřívání a prodlužuje životnost zařízení.
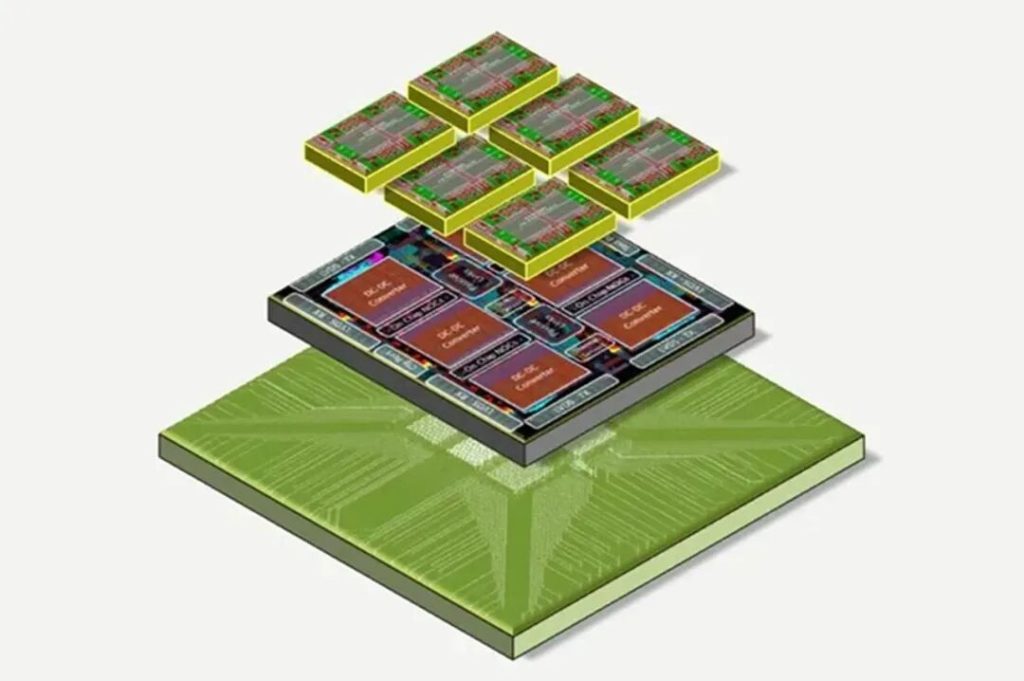
2.2 Kompatibilita s pokročilými obaly
Moderní obalové technologie, jako např:
- 3D stohování (Stacking)
- Systém v balení (SiP)
- Flip-chip
-vyžadují ultratenké destičky (často menší než 100 μm).
Ředění umožňuje:
- Menší rozměry
- Snížená hmotnost balení
- Vyšší hustota integrace
2.3 Zlepšená mechanická flexibilita
Tenčí destičky se vyznačují větší flexibilitou, což umožňuje aplikace v:
- Nositelná elektronika
- Flexibilní zařízení
- Pokročilé senzory
2.4 Optimalizace elektrického výkonu
Ztenčení destičky snižuje parazitní kapacitu, což je rozhodující pro:
- Vysokofrekvenční obvody
- RF a mikrovlnná zařízení
To vede ke zlepšení integrity signálu a účinnosti zařízení.
2.5 Zlepšení výnosů
Leštění odstraňuje:
- Povrchové vady
- Vrstvy zbytkového napětí
- Mikrotrhliny vzniklé broušením
To výrazně zvyšuje výtěžnost a spolehlivost finálního čipu.
3. Standardní procesní postup ztenčování destiček
Typický proces zpětného broušení a leštění se skládá ze čtyř klíčových kroků:
Krok 1: Dočasné lepení
- Oplatka je připevněna k nosiči pomocí:
- Lepicí páska (laminace pásky)
- Lepení vosku na skleněné/keramické podklady
Tím se chrání přední strana při ztenčování.
Krok 2: Zpětné broušení (odstranění materiálu)
- K odstranění sypkého materiálu se používají mechanické nebo chemické metody.
- Jedná se o primární fázi snižování tloušťky.
Krok 3: Leštění
- Odstraňuje:
- Stopy po broušení
- Podpovrchové poškození
- Zbytkové napětí
Zajišťuje hladký povrch bez vad.
Krok 4: Odlepování
- Oplatka je oddělena od nosiče prostřednictvím:
- Vystavení UV záření
- Chemické rozpouštění
4. Čtyři hlavní technologie ztenčování destiček
4.1 Mechanické broušení
Princip:
Úběr materiálu pomocí diamantových brusných kotoučů.
Výhody:
- Vysoká účinnost
- Vhodné pro hromadné odstraňování
Omezení:
- Povrchová vrstva poškození
- Mikrotrhliny
- Vyžaduje následné leštění
4.2 Lapování (mechanické leštění)
Princip:
Brusné částice se odvalují a mikrořežou povrch.
Charakteristika:
- Vytváří matné, rovnoměrné povrchy
- Méně agresivní než broušení
Nejlepší pro:
- Řízené prořezávání
- Středně pokročilé dokončovací práce
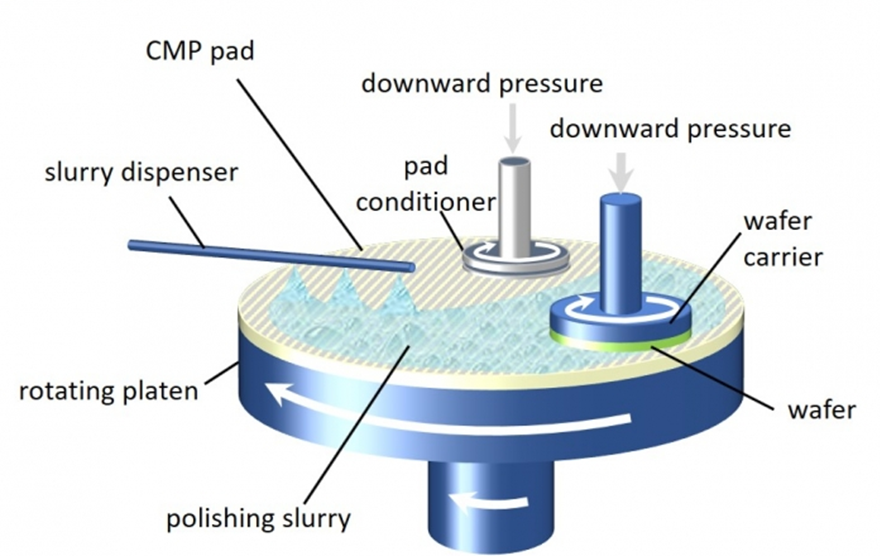
4.3 Chemicko-mechanické leštění (CMP)
Princip:
Kombinuje:
- Chemická reakce (změkčení povrchu)
- Mechanické odstranění
Výhody:
- उत्कृष्ट rovinnost povrchu
- Drsnost na úrovni nanometrů
- Globální planarizace
Omezení:
- Vyšší náklady
- Komplexní řízení procesu
4.4 Mokré a suché leptání
Mokré leptání
- Používá chemické roztoky
- Nízké náklady, jednoduché nastavení
- Špatná kontrola jednotnosti
Suché leptání
- Využívá reakce na bázi plazmatu
- Vysoká přesnost (teoreticky)
- Drahé a složité
Závěr:
Leptání se zřídka používá jako primární metoda ztenčování vysoce přesných destiček.
5. Shrnutí porovnání procesů
| Metoda | Účinnost | Kvalita povrchu | Náklady | Typické použití |
|---|---|---|---|---|
| Broušení | Vysoká | Nízká | Střední | Hromadné odstranění |
| Lapování | Střední | Střední | Střední | Středně pokročilý |
| CMP | Nízká | Velmi vysoká | Vysoká | Finální leštění |
| Leptání | Nízká | Nízká | Proměnná | Zvláštní případy |
6. Klíčové výzvy v oblasti ztenčování destiček
6.1 Rovnoměrnost tloušťky (kontrola TTV)
Udržování nízké Celková odchylka tloušťky (TTV) má zásadní význam pro konzistenci zařízení.
6.2 Kontrola povrchových vad
Mezi nejčastější problémy patří:
- Škrábance
- Mikrotrhliny
- Kontaminace částicemi
6.3 Zvládání stresu
Mechanické a tepelné namáhání může způsobit:
- Deformace
- Cracking
- Selhání zařízení
7. Jak zlepšit kvalitu ztenčování oplatek
7.1 Optimalizace spotřebního materiálu
- Přizpůsobení velikosti brusiva tvrdosti materiálu
- Použijte vícestupňovou redukci zrnitosti
7.2 Doladění parametrů zařízení
Klíčové parametry:
- Přítlak
- Rychlost otáčení
- Rychlost podávání
7.3 Zavedení kroků leštění
Leštění po broušení:
- Odstraňuje vrstvu poškození
- Snižuje stres
- Zlepšuje drsnost povrchu
8. Schopnosti zařízení a výsledky procesů
Typický výkon na úrovni odvětví:
- Velikost plátků: až 6 palců (kompatibilní s menšími vzorky)
- Minimální velikost vzorku: 1 cm × 1 cm
- Podporované materiály:
- Křemík (Si)
- Arsenid galia (GaAs)
- Fosfid india (InP)
Přesnost procesu
- 4palcová destička TTV: ±3 μm
- 6palcová destička TTV: ±5 μm
Kvalita povrchu
- Drsnost povrchu: Ra ≤ 0,5 nm (@1 μm²)
Konečná tloušťka
- Standardní oplatky: ~100 μm
- Lepené oplatky: ~50 μm
9. Pohled do odvětví: Vyváženost mezi tloušťkou a výkonem
S vývojem polovodičových zařízení směrem k:
- Vyšší integrace
- 3D stohování
- Pokročilé balení
Ztenčování destiček se stává strategickým procesním krokem, nikoli pouze mechanickou operací.
Existuje však důležitý kompromis:
Tenčí destičky umožňují vyšší integraci, ale nadměrné ztenčení může zhoršit mechanickou stabilitu a výkon zařízení.
Výběr správné metody ředění a procesního okna je proto zásadní pro:
- Kontrola nákladů
- Optimalizace výnosů
- Dlouhodobá spolehlivost
10. Závěr
Broušení a leštění zadní strany destičky jsou základními technologiemi spojujícími výrobu přední části a pokročilé balení.
Dobře optimalizovaný proces prořezávání může:
- Zlepšení tepelného a elektrického výkonu
- Umožnění pokročilých obalových architektur
- Zvýšení výnosů a snížení nákladů
S rozvojem polovodičové technologie, přesnost, stabilita a integrace procesů v oblasti ztenčování destiček bude i nadále určovat konkurenční výhodu.