
1. 소개: 웨이퍼 박막이 중요한 이유
최신 반도체 제조에서 프런트엔드 프로세싱에서 백엔드 패키징으로의 전환은 두 가지 중요한 단계로 시작됩니다: 백 그라인딩(웨이퍼 박막화) 및 연마.
웨이퍼가 프런트엔드 제작과 전기 테스트를 완료한 후에는 점점 더 까다로워지는 요구 사항을 충족하기 위해 제어된 박막화 과정을 거쳐야 합니다:
- 고급 패키징
- 열 관리
- 디바이스 소형화
- 고주파 성능
웨이퍼 두께는 더 이상 단순한 구조적 파라미터가 아니라 칩 성능, 수율, 신뢰성 및 비용 효율성에 직접적인 영향을 미칩니다.
2. 웨이퍼 후면 연마 및 폴리싱의 핵심 목표
2.1 향상된 열 성능
더 얇은 웨이퍼는 열 경로를 줄여 열 방출을 개선합니다. 이는 특히 다음과 같은 경우에 중요합니다:
- 전력 디바이스(Si, SiC)
- 고밀도 IC
- RF 애플리케이션
효율적인 열 제거로 과열을 방지하고 디바이스 수명을 연장합니다.
2.2 고급 패키징과의 호환성
최신 패키징 기술 - 예를 들어
- 3D 스태킹(스태킹)
- 시스템 인 패키지(SiP)
- 플립칩
-초박형 웨이퍼(보통 100μm 미만)가 필요합니다.
얇게 만들 수 있습니다:
- 더 작은 폼 팩터
- 패키지 무게 감소
- 더 높은 집적도
2.3 향상된 기계적 유연성
웨이퍼가 얇아지면 유연성이 향상되어 다양한 분야에 적용할 수 있습니다:
- 웨어러블 전자 제품
- 유연한 디바이스
- 고급 센서
2.4 전기 성능 최적화
웨이퍼 박막화는 기생 커패시턴스를 감소시키는데, 이는 매우 중요합니다:
- 고주파 회로
- RF 및 마이크로파 장치
이를 통해 신호 무결성과 디바이스 효율성이 향상됩니다.
2.5 수율 개선
연마가 제거됩니다:
- 표면 결함
- 잔류 스트레스 레이어
- 연삭으로 인한 미세 균열
이는 다음을 크게 향상시킵니다. 최종 칩 수율 및 신뢰성.
3. 표준 웨이퍼 박막화 공정 흐름
일반적인 백 그라인딩 및 폴리싱 프로세스는 네 가지 주요 단계로 구성됩니다:
1단계: 임시 본딩
- 웨이퍼는 다음을 사용하여 캐리어에 부착됩니다:
- 접착 테이프(테이프 라미네이션)
- 유리/세라믹 기판에 왁스 접착
이렇게 하면 얇게 만드는 동안 앞면을 보호할 수 있습니다.
2단계: 백 그라인딩(재료 제거)
- 기계적 또는 화학적 방법을 사용하여 대량의 자료를 제거합니다.
- 이것이 주요 두께 감소 단계입니다.
3단계: 폴리싱
- 제거합니다:
- 연마 자국
- 표면 아래 손상
- 잔여 스트레스
매끄럽고 결함 없는 표면을 보장합니다.
4단계: 디본딩
- 웨이퍼는 캐리어를 통해 캐리어에서 분리됩니다:
- 자외선 노출
- 화학적 용해
4. 4가지 주요 웨이퍼 박막화 기술
4.1 기계식 연삭
원칙:
다이아몬드 그라인딩 휠을 통한 재료 제거.
장점:
- 높은 효율성
- 대량 제거에 적합
제한 사항:
- 표면 손상 레이어
- 미세 균열
- 후속 조치 필요
4.2 래핑(기계적 연마)
원칙:
연마 입자가 표면을 굴려서 미세하게 절단합니다.
특성:
- 무광택의 균일한 표면을 생성합니다.
- 연삭보다 덜 공격적
최적 대상:
- 제어된 씬닝
- 중간 마무리
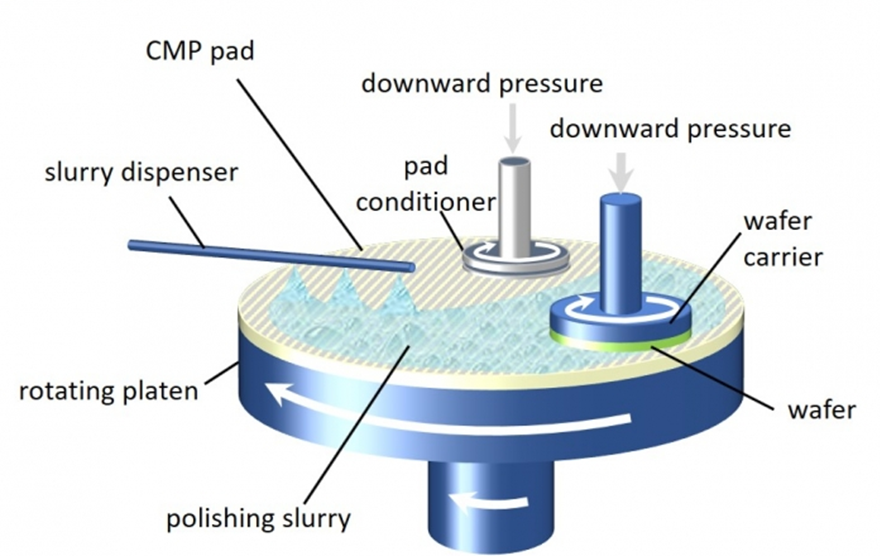
4.3 화학적 기계 연마(CMP)
원칙:
결합:
- 화학 반응(표면 연화)
- 기계적 제거
장점:
- 표면 평탄도 제어
- 나노미터 수준의 거칠기
- 글로벌 평탄화
제한 사항:
- 더 높은 비용
- 복잡한 프로세스 제어
4.4 습식 및 건식 에칭
습식 에칭
- 화학 솔루션 사용
- 저렴한 비용, 간단한 설정
- 불량한 균일성 제어
건식 에칭
- 플라즈마 기반 반응 사용
- 높은 정밀도(이론상)
- 비싸고 복잡한
결론:
에칭은 고정밀 웨이퍼의 기본 박막화 방법으로 거의 사용되지 않습니다.
5. 프로세스 비교 요약
| 방법 | 효율성 | 표면 품질 | 비용 | 일반적인 사용 |
|---|---|---|---|---|
| 그라인딩 | 높음 | 낮음 | Medium | 대량 제거 |
| 랩핑 | Medium | Medium | Medium | 중급 |
| CMP | 낮음 | 매우 높음 | 높음 | 최종 다듬기 |
| 에칭 | 낮음 | 낮음 | 변수 | 특별한 경우 |
6. 웨이퍼 박막화의 주요 과제
6.1 두께 균일성(TTV 제어)
낮음 유지 총 두께 변화(TTV) 는 디바이스 일관성을 위해 매우 중요합니다.
6.2 표면 결함 제어
일반적인 문제는 다음과 같습니다:
- 스크래치
- 미세 균열
- 입자 오염
6.3 스트레스 관리
기계적 및 열적 스트레스가 발생할 수 있습니다:
- 뒤틀림
- 크래킹
- 장치 오류
7. 웨이퍼 박막화 품질 개선 방법
7.1 소모품 최적화
- 연마재 경도에 맞게 연마재 크기 조정
- 다단계 그릿 감소 사용
7.2 장비 매개변수 미세 조정
주요 매개 변수:
- 다운포스 압력
- 회전 속도
- 피드 속도
7.3 폴리싱 단계 소개
연마 후 연마:
- 손상 레이어를 제거합니다.
- 스트레스 감소
- 표면 거칠기 개선
8. 장비 성능 및 프로세스 결과
일반적인 업계 수준의 성능:
- 웨이퍼 크기: 최대 6인치(더 작은 샘플과 호환 가능)
- 최소 샘플 크기: 1cm × 1cm
- 지원되는 자료:
- 실리콘(Si)
- 갈륨 비소(GaAs)
- 인화인듐(InP)
프로세스 정확도
- 4인치 웨이퍼 TTV: ±3μm
- 6인치 웨이퍼 TTV: ±5μm
표면 품질
- 표면 거칠기: Ra ≤ 0.5nm(@1μm²)
최종 두께
- 표준 웨이퍼: ~100μm
- 본딩 웨이퍼: ~50μm
9. 업계 인사이트: 두께와 성능 사이의 균형
반도체 기기가 진화함에 따라
- 더 높은 통합성
- 3D 스태킹
- 고급 패키징
웨이퍼 박막화는 단순한 기계적 작업이 아닌 전략적 공정 단계가 되었습니다.
하지만 중요한 트레이드오프가 존재합니다:
웨이퍼가 얇을수록 집적도가 높아지지만, 지나치게 얇아지면 기계적 안정성과 디바이스 성능이 저하될 수 있습니다.
따라서 올바른 희석 방법과 처리 기간을 선택하는 것이 중요합니다:
- 비용 관리
- 수율 최적화
- 장기적인 신뢰성
10. 결론
웨이퍼 후면 연마 및 연마는 프런트 엔드 제조와 첨단 패키징을 연결하는 기반 기술입니다.
잘 최적화된 숱싱 프로세스는 가능합니다:
- 열 및 전기 성능 개선
- 고급 패키징 아키텍처 사용
- 수율 향상 및 비용 절감
반도체 기술이 발전함에 따라, 정밀성, 안정성 및 프로세스 통합 웨이퍼 박막화에서 경쟁 우위를 계속 정의할 것입니다.