
При производстве 300-миллиметровых полупроводников выемки и керны являются важнейшими механическими процессами, используемыми для подготовки кремниевых пластин к последующим этапам производства. Эти процессы обеспечивают правильную ориентацию пластин, структурную целостность и совместимость с автоматизированными системами обработки на современных заводах.
Поскольку размеры пластин продолжают увеличиваться, а технологические узлы становятся все более совершенными, точность механической формовки пластин приобретает все большее значение для контроля выхода продукции и совместимости оборудования.
В этой статье рассказывается о том, что такое выемка и керн на пластинах, как они выполняются и почему они необходимы в современном производстве полупроводников.
Что такое высечка на пластинах?
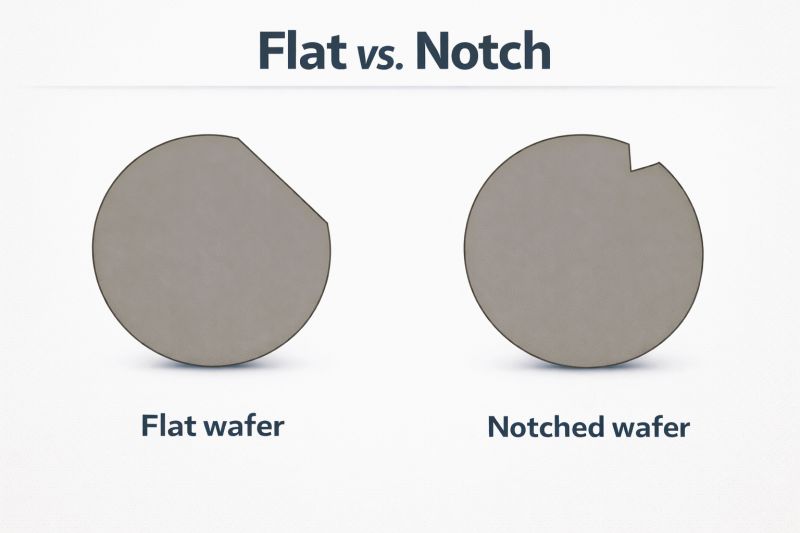
Насечка на кремниевой пластине - это процесс создания небольшого, точно расположенного надреза (выемки) на краю кремниевой пластины. Этот надрез служит ориентиром для автоматизированных систем.
Назначение насечек на пластинах
Основные функции насечки пластин включают:
- Выравнивание ориентации кристаллов (например, ориентация кремния или )
- Ссылка на позиционирование оборудования для роботизированных систем перемещения
- Согласованность процессов на всех этапах литографии, травления и осаждения
- Совместимость автоматизации в 300-миллиметровых заводах
В 300-миллиметровых пластинах выемка является стандартной характеристикой, которая позволяет оборудованию определять ориентацию пластины без ручного вмешательства.
Что такое кернение пластин?
Под кернением пластин понимается удаление или придание формы центральной области или краевых участков пластины для специальных применений или технологических требований. Хотя кернение обсуждается реже, чем высечка, оно играет важную роль в специфических передовых производственных и исследовательских приложениях.
Основные функции кернения пластин
- Создание центрального выравнивания или механических рельефных конструкций
- Подготовка пластин к специализированным процессам склеивания или штабелирования
- Удаление напряженных или дефектных центральных областей в экспериментальных процессах
- Поддержка специальных геометрий пластин для исследований и создания прототипов
В современных полупроводниковых средах отбор керна обычно выполняется высокоточными алмазными инструментами или системами с лазерной обработкой.
Оборудование, используемое для вырезания и кернения
Для высокоточной формовки пластин требуется специализированное оборудование, рассчитанное на микронную точность и минимальные повреждения.
1. Системы прецизионной выемки пластин
Эти системы используют алмазные шлифовальные круги или лазерные режущие головки для формирования точных надрезов на краях пластин.
2. Алмазные проволочные пилы
Используется в некоторых случаях для отбора керна и придания формы, особенно при работе с твердыми материалами или толстыми пластинами.
3. Системы лазерной микрообработки
Передовые заводы могут использовать лазерные инструменты для бесконтактной выемки и кернения, чтобы снизить механическое напряжение.
4. Прецизионные шлифовальные станки с ЧПУ
Обеспечивают высокую повторяемость и жесткий контроль размеров при обработке краев пластин.
Технологический процесс производства 300-миллиметровых пластин
Упрощенный технологический процесс выемки и кернения пластин включает в себя:
- Инспекция пластин
- Обнаружение дефектов поверхности
- Измерение толщины и плоскостности
- Ориентация Выравнивание
- Определение направления оси кристалла
- Установка контрольного положения выемки
- Механическая или лазерная обработка
- Вырезание насечек на краю пластины
- Обрезка керна или центральное профилирование (при необходимости)
- Снятие заусенцев и обработка поверхности
- Удаление микротрещин и мусора
- Полировка кромок для снижения напряжения
- Послепроцессный контроль
- Оптическая метрология
- Проверка размеров
- Проверка целостности поверхности
Важность для 300-мм производства полупроводников
При увеличении диаметра пластин до 300 мм и более механическая точность становится все более критичной:
1. Требования к автоматизации
Современные фабрики в значительной степени зависят от роботизированной обработки пластин. Даже незначительное смещение может стать причиной:
- Поломка пластин
- Неправильное расположение инструментов для литографии
- Потеря урожая в последующих процессах
2. Чувствительность к стрессу
Большие пластины более чувствительны к механическим напряжениям, возникающим при обработке кромок. Некачественная насечка или кернение могут привести к:
- Микротрещины
- Скол края
- Отслоение при термоциклировании
3. Интеграция процессов
Насечки должны быть точно выровнены:
- Системы выравнивания литографии
- Ориентация травящего инструмента
- Эталонные системы метрологии
Общие проблемы при вырезании и кернении пластин
1. Раскалывание краев
Неправильные параметры резки могут вызвать микротрещины на краю пластины, что влияет на механическую прочность.
2. Подземные повреждения
Чрезмерное механическое усилие может привести к появлению скрытых дефектов, которые распространяются во время термической обработки.
3. Ошибки выравнивания
Даже небольшие отклонения в положении выемки могут повлиять на работу систем автоматизации всей фабрики.
4. Износ инструмента
Алмазные инструменты со временем деградируют, что сказывается на стабильности работы и требует строгого контроля технического обслуживания.
Контроль качества и методы проверки
Для обеспечения надежности производства полупроводников процессы выемки и кернения пластин жестко контролируются:
- Оптическая микроскопия
- Лазерная сканирующая метрология
- Системы измерения профиля кромок
- Анализ шероховатости поверхности (AFM/SEM в продвинутых случаях)
Эти методы обеспечивают соответствие стандартам полупроводникового класса.
Отраслевые применения
Выемка и керн для пластин широко используются в производстве:
- Производство 300-миллиметровых кремниевых пластин
- Передовые заводы по производству логики и памяти
- Исследования и разработка прототипов пластин
- Специальные полупроводниковые материалы (SiC, сапфир, стеклянные пластины)
Заключение
Выемка и кернение пластин - важные прецизионные процессы в Производство полупроводников толщиной 300 мм. Хотя они могут показаться незначительными по сравнению с литографией или осаждением, эти механические операции напрямую влияют на точность обработки пластин, стабильность процесса и общий выход продукции.
По мере развития полупроводниковых технологий спрос на сверхточную обработку кромок будет расти, что сделает эти процессы все более важными для заводов нового поколения.