
Při výrobě 300mm polovodičů jsou vrubování a korigování destiček kritickými mechanickými procesy, které se používají k přípravě křemíkových destiček pro následné výrobní kroky. Tyto procesy zajišťují správnou orientaci destiček, strukturální integritu a kompatibilitu s automatizovanými manipulačními systémy v moderních výrobních závodech.
Vzhledem k tomu, že se stále zvětšují rozměry destiček a procesní uzly jsou stále pokročilejší, je přesnost mechanického tvarování destiček stále důležitější pro kontrolu výtěžnosti a kompatibilitu zařízení.
Tento článek vysvětluje, co je to vrubování a korigování destiček, jak se provádí a proč jsou v moderní výrobě polovodičů nezbytné.
Co je to vrubování destiček?
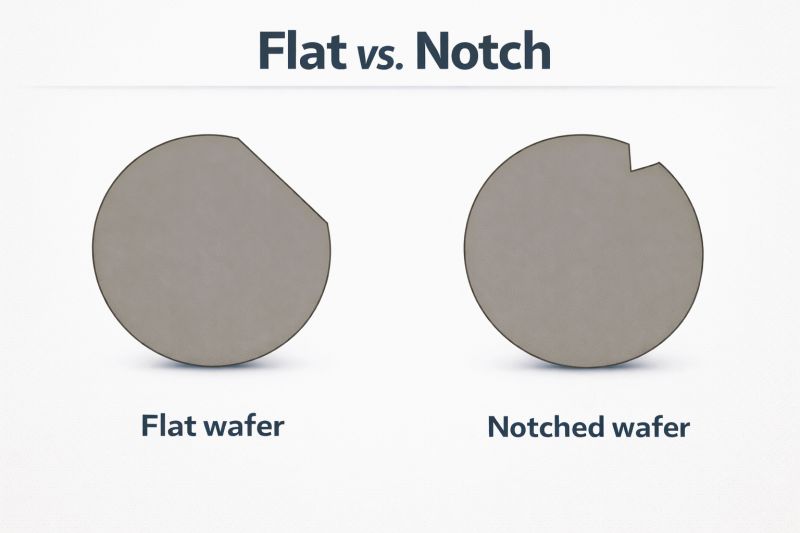
Vrubování destiček je proces vytváření malého, přesně umístěného řezu (vrubu) na okraji křemíkové destičky. Tento zářez slouží jako orientační reference pro automatizované systémy.
Účel vrubování destiček
Mezi hlavní funkce vrubování destiček patří:
- Vyrovnání orientace krystalů (např. nebo orientace křemíku)
- Odkaz na umístění zařízení pro robotické manipulační systémy
- Konzistence procesu v litografických, leptacích a depozičních krocích
- Kompatibilita automatizace v 300mm továrnách
U 300mm destiček je vrub standardizovaným prvkem, který umožňuje zařízením identifikovat orientaci destičky bez manuálního zásahu.
Co je vrtání destiček?
Korigování destiček znamená odstranění nebo tvarování středové oblasti nebo okrajových částí destičky pro specializované aplikace nebo procesní požadavky. Přestože se o něm hovoří méně často než o vrubování, hraje koring roli ve specifických pokročilých výrobních a výzkumných aplikacích.
Klíčové funkce rýhování destiček
- Vytváření centrálního vyrovnání nebo mechanických odlehčovacích struktur
- Příprava destiček pro specializované procesy lepení nebo stohování
- Odstranění namáhaných nebo vadných centrálních oblastí v experimentálních procesech
- Podpora vlastních geometrií destiček pro výzkum a prototypování
V pokročilých polovodičových prostředích se korigování obvykle provádí pomocí vysoce přesných diamantových nástrojů nebo laserem asistovaných systémů.
Zařízení používaná při vrubování a vrtání
Vysoce přesné tvarování destiček vyžaduje specializované zařízení navržené pro mikronovou přesnost a minimální poškození.
1. Systémy pro přesné vrubování destiček
Tyto systémy používají diamantové brusné kotouče nebo laserové řezací hlavy k vytvoření přesných zářezů na hranách destiček.
2. Diamantové drátové pily
Používá se při některých aplikacích vrtání a tvarování, zejména při práci s tvrdými materiály nebo tlustými plátky.
3. Laserové systémy mikroobrábění
Pokročilé továrny mohou používat laserové nástroje pro bezkontaktní vrubování a vrubování, aby se snížilo mechanické namáhání.
4. Přesné CNC brusky
Zajišťují vysokou opakovatelnost a přísnou kontrolu rozměrů při zpracování okrajů destiček.
Procesní tok při výrobě 300mm destiček
Zjednodušený procesní postup pro vrubování a vývrtkování destiček zahrnuje:
- Kontrola destiček
- Detekce povrchových vad
- Měření tloušťky a rovinnosti
- Vyrovnání orientace
- Určení směru krystalové osy
- Nastavení referenční polohy zářezu
- Mechanické nebo laserové zpracování
- Řezání zářezů na hraně destičky
- Vrtání nebo centrální tvarování (pokud je vyžadováno)
- Odjehlování a povrchová úprava
- Odstranění mikrotrhlin a nečistot
- Leštění hran pro snížení napětí
- Kontrola po zpracování
- Optická metrologie
- Ověřování rozměrů
- Kontrola integrity povrchu
Význam v 300mm výrobě polovodičů
S rostoucím průměrem destiček na 300 mm a více je mechanická přesnost stále důležitější z důvodu:
1. Požadavky na automatizaci
Moderní továrny se ve velké míře spoléhají na robotickou manipulaci s wafery. Dokonce i nepatrná nesouosost může způsobit:
- Zlomení oplatky
- Nesprávné umístění litografických nástrojů
- Ztráta výnosu v navazujících procesech
2. Citlivost na stres
Velké destičky jsou citlivější na mechanické namáhání při zpracování hran. Špatné vroubkování nebo vroubkování může vést k:
- Mikrotrhliny
- Odlamování hran
- Delaminace při tepelném cyklování
3. Integrace procesů
Zářezy musí být přesně zarovnány s:
- Systémy pro zarovnávání litografie
- Orientace leptacího nástroje
- Referenční rámce metrologie
Běžné problémy při vrubování a vrubování destiček
1. Štěpkování hran
Nesprávné řezné parametry mohou způsobit mikrotrhliny na okraji plátku, které ovlivňují mechanickou pevnost.
2. Podpovrchové poškození
Nadměrná mechanická síla může způsobit skryté vady, které se šíří během tepelného zpracování.
3. Chyby zarovnání
I malé odchylky v poloze vrubu mohou ovlivnit automatizační systémy celé továrny.
4. Opotřebení nástrojů
Diamantové nástroje časem degradují, což ovlivňuje jejich konzistenci a vyžaduje přísnou kontrolu údržby.
Metody kontroly kvality a inspekce
Aby byla zajištěna spolehlivost výroby polovodičů, jsou procesy vrubování a vývrtů přísně kontrolovány pomocí:
- Kontrola optickým mikroskopem
- Metrologie laserového skenování
- Systémy pro měření profilu hran
- Analýza drsnosti povrchu (AFM/SEM v pokročilých případech)
Tyto metody zajišťují shodu s normami pro polovodiče.
Průmyslové aplikace
Vroubkování plátků a korigování se široce používá v:
- Výroba 300mm křemíkových destiček
- Pokročilé továrny na výrobu logických obvodů a pamětí
- Výzkum a vývoj prototypů waferů
- Speciální polovodičové materiály (SiC, safír, skleněné destičky)
Závěr
Vrubování do destiček a vrtání jsou zásadní přesné procesy v oblasti 300mm výroba polovodičů. Ačkoli se mohou zdát v porovnání s litografií nebo depozicí zanedbatelné, tyto mechanické kroky přímo ovlivňují přesnost manipulace s destičkami, stabilitu procesu a celkovou výtěžnost.
S dalším rozvojem polovodičové technologie bude poptávka po velmi přesném zpracování hran nadále růst, a proto budou tyto procesy v továrnách nové generace stále důležitější.