
A 300 mm-es félvezetőgyártás során a szilíciumszeleteket a szilíciumszeleteket a következő gyártási lépésekhez való előkészítésre szolgáló kritikus mechanikai folyamatok. Ezek a folyamatok biztosítják a megfelelő orientációt, a szerkezeti integritást és a kompatibilitást a fejlett gyárak automatizált kezelőrendszereivel.
Ahogy a szeletek mérete egyre növekszik és a technológiai csomópontok egyre fejlettebbé válnak, a szeletek mechanikai alakításának pontossága egyre fontosabbá válik a hozamszabályozás és a berendezések kompatibilitása szempontjából.
Ez a cikk elmagyarázza, hogy mi az ostya bevágása és magolása, hogyan végzik, és miért elengedhetetlenek a modern félvezetőgyártásban.
Mi az ostya bevágás?
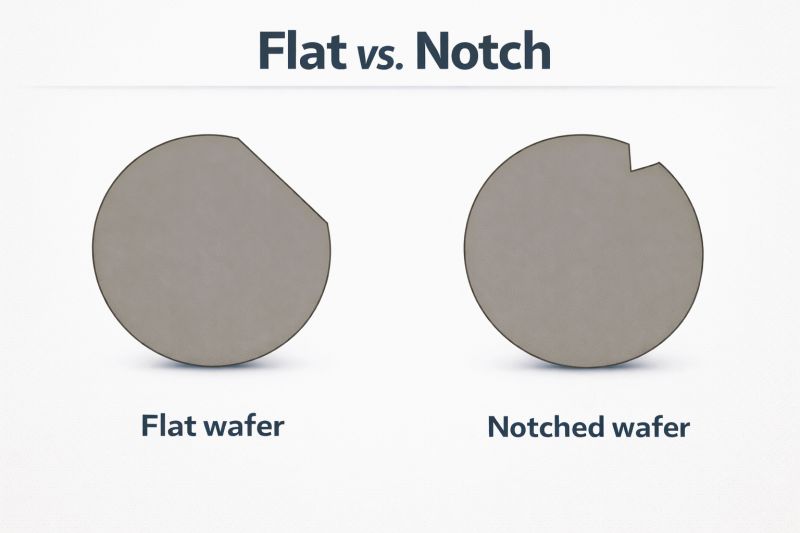
A szilíciumszelet bevágása egy kis, pontosan pozícionált vágás (bevágás) létrehozása a szilíciumszelet szélén. Ez a bevágás tájolási referenciaként szolgál az automatizált rendszerek számára.
Az ostya bevágásának célja
Az ostya bevágásának elsődleges funkciói a következők:
- Kristály orientáció igazítása (pl. vagy szilícium orientáció)
- Berendezés helymeghatározási referenciája robotizált kezelőrendszerekhez
- Folyamat konzisztencia a litográfiai, maratási és lerakási lépések között
- Automatizálási kompatibilitás a 300 mm-es gyárakban
A 300 mm-es ostyáknál a bevágás egy szabványosított jellemző, amely lehetővé teszi a berendezések számára, hogy kézi beavatkozás nélkül azonosítsák az ostya tájolását.
Mi az a Wafer Coring?
Az ostyaszemcsemagolás az ostya központi régiójának vagy szélső részeinek eltávolítására vagy alakítására utal speciális alkalmazások vagy technológiai követelmények céljából. Bár a magozásról kevésbé beszélnek, mint a bevágásról, mégis szerepet játszik bizonyos fejlett gyártási és kutatási alkalmazásokban.
A Wafer Coring legfontosabb funkciói
- Központi igazítás vagy mechanikus domborzati szerkezetek létrehozása
- Szeletek előkészítése speciális kötési vagy egymásra helyezési eljárásokhoz
- Feszült vagy hibás központi régiók eltávolítása kísérleti folyamatokban
- Egyedi ostyageometriák támogatása kutatáshoz és prototípusgyártáshoz
A fejlett félvezetők környezetében a magfúrást jellemzően nagy pontosságú gyémánt szerszámokkal vagy lézerrel segített rendszerekkel végzik.
Kivágásnál és magolásnál használt berendezések
A nagy pontosságú ostyaformázáshoz speciális berendezésekre van szükség, amelyeket mikronos pontosságra és minimális sérülésre terveztek.
1. Precíziós Wafer bevágó rendszerek
Ezek a rendszerek gyémántcsiszoló korongokat vagy lézer alapú vágófejeket használnak a pontos bevágások kialakításához a szeleteken.
2. Gyémánt drótfűrészek
Bizonyos magvágási és alakítási alkalmazásokban használatos, különösen kemény anyagok vagy vastag ostyák esetén.
3. Lézeres mikromegmunkáló rendszerek
A fejlett gyárak lézer alapú eszközöket használhatnak érintésmentes bevágáshoz és magoláshoz a mechanikai feszültség csökkentése érdekében.
4. CNC precíziós köszörűgépek
Nagyfokú ismételhetőséget és szoros méretellenőrzést biztosít a szeletek szélének megmunkálásához.
Folyamatáramlás a 300 mm-es ostyagyártásban
Az ostyák bevágásához és magozásához használt egyszerűsített folyamatfolyamat a következőket tartalmazza:
- Wafer ellenőrzés
- Felületi hiba felismerése
- Vastagság és síkosság mérése
- Orientáció Kiegyenlítés
- A kristálytengely irányának meghatározása
- Bevágás referenciapozíciójának beállítása
- Mechanikus vagy lézeres feldolgozás
- Bevágás az ostya szélén
- Magfúrás vagy központi alakítás (ha szükséges)
- Eltávolítás és felületkezelés
- A mikrorepedések és törmelékek eltávolítása
- Élek polírozása a stressz csökkentésére
- Folyamat utáni ellenőrzés
- Optikai metrológia
- Méretellenőrzés
- Felületi integritás ellenőrzése
Jelentősége a 300 mm-es félvezetőgyártásban
Ahogy az ostyák átmérője 300 mm-re és azon túlra nő, a mechanikai pontosság egyre kritikusabbá válik a következők miatt:
1. Automatizálási követelmények
A modern gyárak nagymértékben támaszkodnak a robotizált ostyakezelésre. Még a legkisebb eltérés is okozhat:
- Wafer törés
- A litográfiai szerszámok helytelen elhelyezése
- Hozamveszteség a downstream folyamatokban
2. Stressz érzékenység
A nagyméretű ostyák érzékenyebbek az élmegmunkálás során fellépő mechanikai feszültségre. A rossz bevágás vagy magozás a következőkhöz vezethet:
- Mikrorepedések
- Szélek forgácsolódása
- Hőciklikus ciklizálás közbeni leválás
3. Folyamatintegráció
A rovátkákat pontosan ki kell igazítani:
- Litográfiai igazító rendszerek
- Vésőszerszám orientáció
- Metrológiai referenciakeretek
Gyakori kihívások az ostyavágás és a magozás során
1. Széleken történő forgácsolás
A nem megfelelő vágási paraméterek mikrotöréseket okozhatnak a szelet szélén, ami befolyásolja a mechanikai szilárdságot.
2. Felszín alatti károk
A túlzott mechanikai erő rejtett hibákat hozhat létre, amelyek a hőkezelés során továbbterjednek.
3. Igazítási hibák
A bevágás pozíciójának kis eltérései is befolyásolhatják a teljes gyártásautomatizálási rendszereket.
4. Szerszámkopás
A gyémánt szerszámok idővel elhasználódnak, ami befolyásolja a konzisztenciát és szigorú karbantartási ellenőrzést igényel.
Minőségellenőrzési és vizsgálati módszerek
A félvezetőgyártás megbízhatóságának biztosítása érdekében az ostya bevágási és magvágási folyamatokat szigorúan ellenőrzik:
- Optikai mikroszkópos vizsgálat
- Lézeres szkenneléses metrológia
- Élprofil mérőrendszerek
- Felület érdességvizsgálat (AFM/SEM haladó esetekben)
Ezek a módszerek biztosítják a félvezetőkre vonatkozó szabványoknak való megfelelést.
Ipari alkalmazások
Az ostyavágást és a magvágást széles körben használják:
- 300 mm-es szilícium ostya gyártása
- Fejlett logikai és memóriagyárak
- Kutatási és fejlesztési wafer prototípusok készítése
- Speciális félvezető anyagok (SiC, zafír, üvegszelet)
Következtetés
Az ostya bevágása és a magvágás alapvető precíziós eljárások a 300 mm-es félvezetőgyártás. Bár a litográfiához vagy a lerakáshoz képest jelentéktelennek tűnhetnek, ezek a mechanikai lépések közvetlenül befolyásolják az ostyakezelési pontosságot, a folyamat stabilitását és az általános hozamot.
A félvezető technológia folyamatos fejlődésével az ultraprecíz élfeldolgozás iránti kereslet tovább fog nőni, így ezek az eljárások egyre fontosabbá válnak a következő generációs gyárakban.