
300 mm yarı iletken üretiminde, gofret çentikleme ve karotlama, silikon gofretleri sonraki üretim adımlarına hazırlamak için kullanılan kritik mekanik işlemlerdir. Bu işlemler, gelişmiş fabrikalarda doğru gofret oryantasyonunu, yapısal bütünlüğü ve otomatik taşıma sistemleriyle uyumluluğu sağlar.
Yonga plakası boyutları artmaya devam ettikçe ve işlem düğümleri daha gelişmiş hale geldikçe, mekanik yonga plakası şekillendirmedeki hassasiyet, verim kontrolü ve ekipman uyumluluğu için giderek daha önemli hale gelmiştir.
Bu makalede gofret çentikleme ve karotlamanın ne olduğu, nasıl gerçekleştirildiği ve modern yarı iletken üretiminde neden gerekli olduğu açıklanmaktadır.
Gofret Çentikleme Nedir?
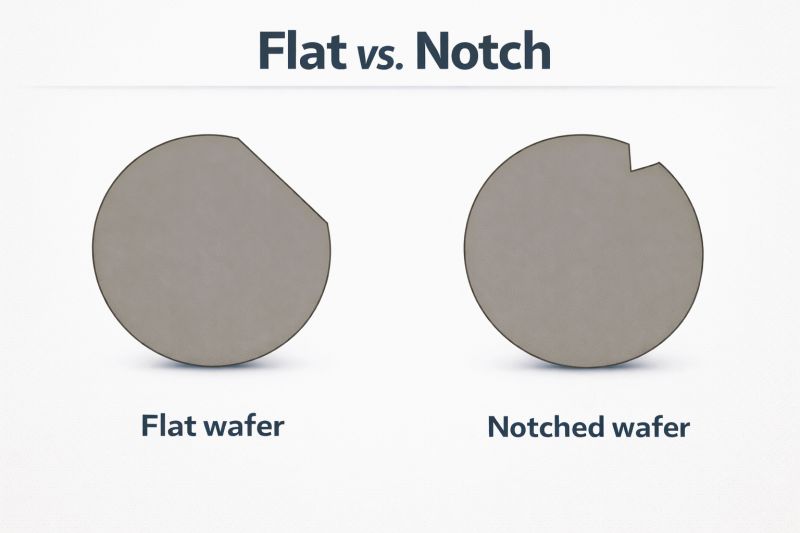
Gofret çentikleme, bir silikon gofretin kenarında küçük, hassas bir şekilde konumlandırılmış bir kesim (çentik) oluşturma işlemidir. Bu çentik, otomatik sistemler için bir oryantasyon referansı görevi görür.
Gofret Çentik Açmanın Amacı
Gofret çentiklemenin birincil işlevleri şunlardır:
- Kristal yönelim hizalaması (örneğin, veya silikon yönelimi)
- Ekipman konumlandırma referansı robotik taşıma sistemleri için
- Litografi, aşındırma ve biriktirme adımları arasında süreç tutarlılığı
- 300mm fabrikalarda otomasyon uyumluluğu
300 mm gofretlerde çentik, ekipmanın manuel müdahale olmadan gofret yönünü belirlemesini sağlayan standartlaştırılmış bir özelliktir.
Gofret Karotlama Nedir?
Yonga plakası karotlama, özel uygulamalar veya işlem gereksinimleri için bir yonga plakasının merkezi bölgesinin veya kenar bölümlerinin çıkarılması veya şekillendirilmesi anlamına gelir. Çentik açmaya kıyasla daha az tartışılsa da, karotlama belirli gelişmiş üretim ve araştırma uygulamalarında rol oynar.
Wafer Karotlamanın Temel İşlevleri
- Merkezi hizalama veya mekanik rahatlama yapıları oluşturma
- Özel yapıştırma veya istifleme işlemleri için gofretlerin hazırlanması
- Deneysel süreçlerde stresli veya kusurlu merkezi bölgelerin çıkarılması
- Araştırma ve prototipleme için özel yonga plakası geometrilerini destekleme
Gelişmiş yarı iletken ortamlarda karot alma işlemi tipik olarak yüksek hassasiyetli elmas aletler veya lazer destekli sistemlerle gerçekleştirilir.
Çentik Açma ve Karotlamada Kullanılan Ekipmanlar
Yüksek hassasiyetli yonga plakası şekillendirme, mikron düzeyinde hassasiyet ve minimum hasar için tasarlanmış özel ekipman gerektirir.
1. Hassas Gofret Çentikleme Sistemleri
Bu sistemler, yonga plakası kenarlarında doğru çentikler oluşturmak için elmas taşlama taşları veya lazer tabanlı kesme kafaları kullanır.
2. Elmas Tel Testereler
Bazı karot ve şekillendirme uygulamalarında, özellikle sert malzemelerle veya kalın yonga levhalarla çalışırken kullanılır.
3. Lazer Mikro İşleme Sistemleri
Gelişmiş fabrikalar, mekanik gerilimi azaltmak amacıyla temassız çentik açma ve karotlama için lazer tabanlı araçlar kullanabilir.
4. CNC Hassas Taşlama Makinaları
Yonga plakası kenar işleme için yüksek tekrarlanabilirlik ve sıkı boyut kontrolü sağlar.
300mm Gofret Üretiminde Süreç Akışı
Gofret çentikleme ve karotlama için basitleştirilmiş bir süreç akışı şunları içerir:
- Gofret Denetimi
- Yüzey kusur tespiti
- Kalınlık ve düzlük ölçümü
- Oryantasyon Hizalama
- Kristal eksen yönünü belirleme
- Çentik referans konumunun ayarlanması
- Mekanik veya Lazer İşleme
- Gofret kenarında çentik kesme
- Karotlama veya merkezi şekillendirme (gerekirse)
- Çapak Alma ve Yüzey İşlemleri
- Mikro çatlakların ve döküntülerin giderilmesi
- Stresi azaltmak için kenar parlatma
- Proses Sonrası Denetim
- Optik metroloji
- Boyutsal doğrulama
- Yüzey bütünlüğü kontrolü
300mm Yarı İletken Üretimindeki Önemi
Yonga plakası çapı 300 mm ve ötesine yükseldikçe, mekanik hassasiyet daha kritik hale gelir:
1. Otomasyon Gereksinimleri
Modern fabrikalar büyük ölçüde robotik yonga plakası işlemeye güvenmektedir. Hafif bir yanlış hizalama bile neden olabilir:
- Gofret kırılması
- Litografi araçlarında yanlış yerleştirme
- Sonraki süreçlerde verim kaybı
2. Stres Duyarlılığı
Büyük gofretler, kenar işleme sırasında ortaya çıkan mekanik gerilime karşı daha hassastır. Kötü çentikleme veya karotlama şunlara yol açabilir:
- Mikro çatlaklar
- Kenar yontma
- Termal döngü sırasında delaminasyon
3. Süreç Entegrasyonu
Çentikler tam olarak hizalanmalıdır:
- Litografi hizalama sistemleri
- Aşındırma takımı yönü
- Metroloji referans çerçeveleri
Gofret Çentik Açma ve Karotlamada Sık Karşılaşılan Zorluklar
1. Kenar Yontma
Uygun olmayan kesme parametreleri yonga plakası kenarında mikro kırılmalara neden olarak mekanik mukavemeti etkileyebilir.
2. Yüzey Altı Hasarı
Aşırı mekanik kuvvet, ısıl işlem sırasında yayılan gizli kusurları ortaya çıkarabilir.
3. Hizalama Hataları
Çentik konumundaki küçük sapmalar bile tüm fabrika otomasyon sistemlerini etkileyebilir.
4. Alet Aşınması
Elmas aletler zamanla bozulur, tutarlılığı etkiler ve sıkı bakım kontrolü gerektirir.
Kalite Kontrol ve Muayene Yöntemleri
Yarı iletken üretiminde güvenilirliği sağlamak için yonga plakası çentikleme ve karotlama işlemleri sıkı bir şekilde kontrol edilir:
- Optik mikroskopi incelemesi
- Lazer tarama metrolojisi
- Kenar profili ölçüm sistemleri
- Yüzey pürüzlülüğü analizi (ileri durumlarda AFM/SEM)
Bu yöntemler yarı iletken sınıfı standartlara uygunluğu sağlar.
Endüstri Uygulamaları
Gofret çentikleme ve karotlama yaygın olarak kullanılmaktadır:
- 300 mm silikon gofret üretimi
- Gelişmiş mantık ve bellek fabrikaları
- Araştırma ve geliştirme wafer prototipleme
- Özel yarı iletken malzemeler (SiC, safir, cam gofretler)
Sonuç
Gofret çentikleme ve karotlama, gofret üretiminde önemli hassas süreçlerdir. 300 mm yarı iletken üretimi. Litografi veya biriktirme ile karşılaştırıldığında önemsiz görünseler de, bu mekanik adımlar yonga plakası işleme hassasiyetini, proses stabilitesini ve genel verimi doğrudan etkiler.
Yarı iletken teknolojisi ilerlemeye devam ettikçe, ultra hassas kenar işlemeye olan talep artmaya devam edecek ve bu süreçler yeni nesil fabrikalarda giderek daha önemli hale gelecektir.