
İçinde yarı iletken üretimi, yonga geometrisinin proses istikrarı, litografi hassasiyeti, bağlanma kalitesi ve nihayetinde cihaz verimini belirlemede kritik bir rol oynadığı söylenebilir. Yonga çapları artmaya devam ettikçe ve gelişmiş paketleme teknolojilerinin gereksinimleri giderek zorlaştıkça, hassas yonga metrolojisine olan ihtiyaç hiç bu kadar büyük olmamıştı.
Yonga kalitesini değerlendirmek için kullanılan birçok parametre arasında, Toplam Kalınlık Değişimi (TTV) ve Toplam Gösterilen Değer (TIR) sıkça rastlanır. Her iki ölçüm de yonga kalınlığı ve düzlüğüyle ilgili olsa da, farklı fiziksel özellikleri tanımlar ve genellikle yanlış anlaşılır.
Bu makale, TIR ve TTV kavramlarının tanımlarını, ölçüm yöntemlerini, uygulama alanlarını ve aralarındaki temel farkları açıklayarak mühendislerin yonga geometrisi spesifikasyonlarını daha iyi anlamalarına yardımcı olmaktadır.
Yonga Kalınlığı Ölçümlerini Anlamak
Yarı iletken yongas Yüzeylerinin tamamında son derece homojen bir kalınlığa sahip olmaları beklenir. En ufak farklılıklar bile aşağıdakileri etkileyebilir:
- Litografi odaklama hassasiyeti
- Yonga işleme ve taşıma
- Yonga birleştirme işlemleri
- CMP performansı
- Cihaz güvenilirliği ve verim
Kalınlık homojenliğini değerlendirmek için üreticiler, aşağıdakiler de dahil olmak üzere çeşitli geometrik parametreler kullanır:
- Kalınlık
- TTV (Toplam Kalınlık Değişimi)
- Yay
- Çözgü
- TIR (Toplam Gösterilen Değer)
Her bir parametre, yonganın fiziksel durumu hakkında kendine özgü bilgiler sağlar.
Nedir? TTV (Toplam Kalınlık Değişimi)?
Tanım
TTV, bir yonga üzerinde ölçülen maksimum ve minimum kalınlık arasındaki farkı ifade eder.
Matematiksel olarak:
TTV = Maksimum Kalınlık − Minimum Kalınlık
TTV, yalnızca kalınlık homojenliğine odaklanır ve yonganın yönünü veya dönme davranışını dikkate almaz.
Ölçüm İlkesi
Kalınlık ölçümleri, yonga yüzeyinin çeşitli noktalarında aşağıdakiler kullanılarak yapılır:
- Kapasitif sensörler
- Optik interferometreler
- Temaslı kalınlık ölçerler
- Lazer ölçüm sistemleri
En yüksek ve en düşük kalınlık değerleri belirlenir ve aralarındaki fark TTV değeri olur.
Örnek
Bir yonga kalınlığı şu aralıkta ise:
- Maksimum kalınlık: 726 μm
- Asgari kalınlık: 721 μm
Sonra:
TTV = 726 − 721 = 5 μm
TTV değeri ne kadar düşükse, kalınlık dağılımı o kadar iyidir.
TIR (Toplam Gösterilen Değer) Nedir?
Tanım
TIR, bir yonga plakasının merkez ekseni etrafında döndürüldüğünde gözlemlenen toplam sapmayı ölçer.
TTV’den farklı olarak, TIR aşağıdakilerin birleşik etkisini yansıtır:
- Kalınlık değişimi
- Yüzey düzensizlikleri
- Yonga eksantrikliği
- Fikstür hizalama hataları
- Yüzey sapması
TIR, genellikle hassas mekanik ve metroloji uygulamalarında kullanılır.
Ölçüm İlkesi
Yonga bir mil üzerine monte edilir ve 360 derece döndürülürken, bir yer değiştirme sensörü yüzey hareketini sürekli olarak kaydeder.
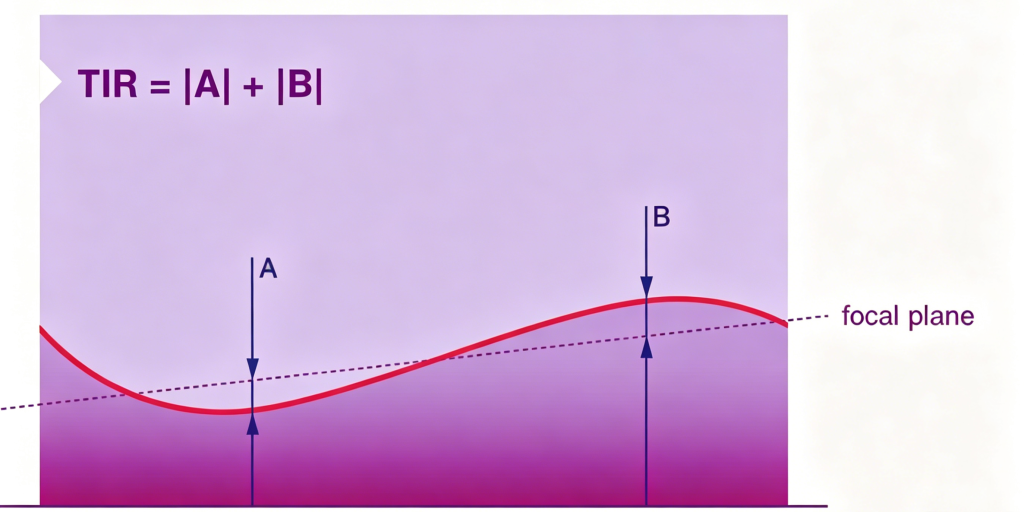
Dönüş sırasında kaydedilen en yüksek ve en düşük değerler arasındaki fark şu şekilde tanımlanır:
TIR = Maksimum Gösterge Değeri − Minimum Gösterge Değeri
Örnek
Rotasyon sırasında:
- En yüksek değer: +3 μm
- En düşük değer: −4 μm
Sonra:
TIR = 3 − (−4) = 7 μm
TTV ve TIR: Temel Farklılıklar
| Parametre | TTV | TIR |
|---|---|---|
| Tam Adı | Toplam Kalınlık Değişimi | Toplam Gösterilen Değer |
| Temel Amaç | Kalınlık Tekdüzeliği | Dönme Yüzeyindeki Değişim |
| Kalınlığı ölçer mi? | Evet | Kısmen |
| Yüzey Şeklinden Etkileniyor mu? | Hayır | Evet |
| Wafer Eksantrikliğinden Etkileniyor mu? | Hayır | Evet |
| Dönüş gerektirir mi? | Hayır | Evet |
| Tipik Uygulama | Yarı İletken Yonga Plakalarının Kalite Kontrolü | Hassas Metroloji ve Ekipman Hizalama |
En önemli fark şudur:
TTV, kalınlık değişimini doğrudan ölçerken, TIR ise dönme sırasında genel konum değişimini ölçer.
Sonuç olarak, TIR değerleri genellikle TTV değerlerinden daha büyüktür; çünkü bu değerlere ek geometrik hatalar da dahil edilmiştir.
TIR ile TTV Arasındaki İlişki
TIR ve TTV birbiriyle ilişkili olsa da birbirinin yerine kullanılamaz.
İdeal bir yonga plakasında:
- Mükemmel merkezleme
- Mükemmel mil hizalaması
- Yüzeyde düzensizlik yok
TIR, TTV değerine yaklaşabilir.
Ancak, gerçek üretim ortamlarında TIR genellikle başka faktörlerin de etkisine maruz kalır:
Yüzey Sapması
Mikroskobik dalgalanmalar veya yerel kusurlar, gösterge okumalarını artırabilir.
Yonga Eksantrikliği
Yonga merkezinin iş mili ekseniyle tam olarak hizalanmaması durumunda, TIR artar.
Maç Programı Hataları
Çarkın düzlüğü ve montaj hassasiyeti, ölçüm sapmalarına neden olabilir.
Mekanik Titreşimler
Cihazın dengesizliği, ölçüm gürültüsüne yol açabilir.
Sonuç olarak:
Çoğu pratik durumda TIR ≥ TTV’dir.
Yarıiletken Üretiminde TIR Neden Önemlidir?
Yonga çapları 150 mm ve 200 mm’den 300 mm’ye ve ötesine doğru genişledikçe, geometrik hassasiyet giderek daha önemli hale gelmektedir.
TIR ölçümleri genellikle şu alanlarda kullanılır:
Yonga Taşlama
Arka taşlama işlemleri sırasında iş mili hassasiyetinin izlenmesi.
Yonga Parlatma
CMP işlemleri sırasında dönme kararlılığının değerlendirilmesi.
Yonga İnceleme Sistemleri
Doğru konumlandırma ve odaklamayı sağlamak.
Yonga Yapıştırma
Gelişmiş ambalajlama uygulamalarında hizalama hatalarının azaltılması.
MEMS Üretimi
Mikroelektromekanik yapılar için katı düzlük gerekliliklerini sağlamak.
Sektörde Yaygın Olarak Karşılaşılan Gereksinimler
Kabul edilebilir TTV ve TIR değerleri, yonga tipine ve uygulamaya bağlıdır.
Silikon Yonga Plakaları
| Çap | Tipik TTV |
| 150 mm | < 5 μm |
| 200 mm | < 3 μm |
| 300 mm | < 1 μm |
Gelişmiş SiC Yonga Plakaları
| Çap | Tipik TTV |
| 6 inç | < 10 μm |
| 8 inç | < 5 μm |
TIR özellikleri, genellikle sadece alt tabaka standartlarından ziyade ekipman üreticileri ve proses gereklilikleri tarafından belirlenir.
TIR, TTV, Bow ve Warp: Tam Bir Tablo
Hiçbir parametre tek başına yonga geometrisini tam olarak tanımlayamaz.
Mühendisler genellikle şu hususları değerlendirir:
| Parametre | Açıklama |
| Kalınlık | Ortalama yonga kalınlığı |
| TTV | Kalınlık homojenliği |
| TIR | Dönme değişimi |
| Yay | Referans düzlemine göre merkez kayması |
| Çözgü | Genel olarak yonga levhasının deformasyonu |
Bu ölçümler bir araya geldiğinde, yonga kalitesi ve süreç uyumluluğu konusunda kapsamlı bir anlayış sağlar.
Sonuç
TTV ve TIR, her ikisi de yonga metolojisi açısından hayati öneme sahip parametrelerdir, ancak farklı amaçlara hizmet ederler.
TTV, yonga plakası yüzeyi boyunca kalınlık homojenliğini nicel olarak belirler; bu da onu, alt tabaka üreticileri ve yarı iletken üretim tesisleri için kritik bir teknik özellik haline getirir. Öte yandan TIR, dönme sırasında ortaya çıkan toplam konumsal sapmayı ölçer ve kalınlık değişimi, yüzey düzensizlikleri ile mekanik hizalamanın birleşik etkilerini yansıtır.
Yarı iletken üretimi, daha büyük yonga çaplarına, gelişmiş paketleme yöntemlerine ve daha sıkı proses toleranslarına doğru ilerlemeye devam ederken, TTV ile TIR arasındaki farkı anlamak, yonga üretimi, denetimi ve cihaz imalatı ile uğraşan mühendisler için giderek daha önemli hale gelmektedir.
Her iki parametreyi de doğru bir şekilde değerlendirerek, üreticiler proses kararlılığını, ekipman performansını ve genel cihaz verimini artırabilirler.